
|
Help | | | News | | | Credits | | | Search | | | Guestbook | | | Forum | | | Shop | | | Contact Us | | | Welcome |
Westwood Works 1903-2003 |
|||||||||||||||||
NOTE: FOR THE FULL STORY OF THE DEVELOPMENT OF BAKER PERKINS' APPRENTICESHIP SCHEME, BOTH AT PETERBOROUGH AND AT THE OTHER SUBSIDIARY COMPANIES, SEE - "GROWING OUR OWN WOOD" BY DICK PRESTON AND JIM DEBOO. FOR DETAILS, VISIT THE BPHS SHOP.
Few records exist of apprentices at Werner Pfleiderer & Perkins/Perkins Engineers but some clues can be pieced together from retirement and obituary announcements appearing in copies of Group Newspapers. The following began their apprenticeships at Westwood Works during WW1:
(Click here for more on Westwood Works in WW1)
Some Minutes of internal meetings between union representatives and Josh Booth, the Works Director, that have survived make it clear that a number of apprentices were employed by the company after WW1. These records date from between 1922 and 1927 – a critical period in the company’s history, following the merger between Joseph Baker & Sons and Perkins Engineers Ltd and covering the period immediately after the nationwide slump of 1921 and the Great Fire of 1922 with its aftermath. The exchanges between workers and management reflect the difficulties associated with balancing levels of business with employment in hard times – the conflict between safeguarding the future when making decisions on lay-offs and, when resources become scarce, deciding priorities between training and production. (For more on the Great Fire - click here).
The Great Fire, coming on top of the 1921 business slump, undoubtedly meant that there were too many men available for the amount of work to be done and a number of men, and apprentices, were laid-off or put on short time. In August 1922, five months after the Fire, there were still eight apprentices out of work. Despite their Foreman commenting that – “some are most undesirable lads.” – it reflects well on the attitude of the company when noting that Mr. Booth was adamant that if trade had kept up – “we would have kept them to the end of their apprenticeship and then would have finished with them”. Five other boys, aged from 17 to 18 years who had joined the company up to two years before, were still waiting to start a trade.
Doubt remains as to how many apprentices were bound to the company at this time but it is known that, in October 1922, there were 25 apprentices in total in the Erecting and Fitting Shops aged between 17 and 21 and varying in ability from “excellent in work and character” and “good to very good” to “fair but not much use”, “poor, will never make a mechanic”, and “very little use”. It was calculated that there was only work for 18 boys and it was agreed that they should work week and week about until trade picked up. Josh Booth, in a typically imaginative moment, put some of the better boys, when they were off work, to painting and polishing up the machine tools – the idea being that this might persuade the operators to keep them in that condition.
In 1923, Baker Perkins acquired Aublet Harry, a laundry machinery company situated on the opposite side of Westfield Road, and some of their employees were moved to Westwood Works. Every effort was made to find work for all of the Aublet Harry apprentices but it was not possible to take one of them who had served 3½ years as an apprentice fitter and should serve another two years as an improver. His mother had written to the company offering to pay a premium of £50. It was agreed to give this case sympathetic consideration but it was firmly pointed out that - “We do not take premium apprentices and all our boys are on the same level”.
In 1926, by which time trade had improved significantly, there were some exchanges between Josh Booth and Works representatives regarding the unions’ right to approach apprentices (Westwood had been a closed shop since 1920). Mr Booth was clear that no undue pressure should be placed on apprentices and remarked – “I have never had it in my mind at any time that an apprentice should join a union to serve his apprenticeship here”.
Some time later, the Works Director noticed that a lot of jobs had accumulated in the Drilling Bay owing to illness of the regular operators and he queried why no boys had been put onto this. There was some confusion as to whether an agreement existed with the union whereby apprentices were not allowed to work on drilling machines, an Apprenticeship to Drilling having never received the approval of the District Committee. Josh Booth considered that to have some boys trained in drilling would be useful for the long term and it should be up to the boy himself to decide whether he saw this as his future. He was also against signing an agreement that set out how long, or at what period in his apprenticeship, a boy should be put on a drilling machine.
With the post-war expansion of the works, it was felt that a new approach was needed. The training of youths, who in due time would be skilled craftsmen, became a paramount question in the deliberations of the directors.
It had been the custom for boys to be indentured for seven years, and they had learned their trade alongside older men. George Baker and his son Ralph had taken a close interest in them, and Ralph Baker had created among them a strong esprit de corps. An older employee recalls his youth at the Willesden Works: “We had no bank holidays, no holidays with pay, and it was wonderful for us boys to be asked down to Mr Ralph’s home at West Mersea to get well again after an illness. His wife had been a nurse, and we were all happy to be looked after by Sister Isobel. His house at West Mersea was called Quinté – a Canadian name – and all the boys who had been there were made members of what Mr Ralph called the Quinté League, and weren’t we proud of it. …”
Among the apprentices taken on at Willesden during WW1 was Harold Veale who started as an apprentice fitter in 1916 and Bill Hole, later to become a designer in the Cutter Shop D/O, who also began serving his time in 1916.
For images of the Willesden factory see here).
 |
 |
 |
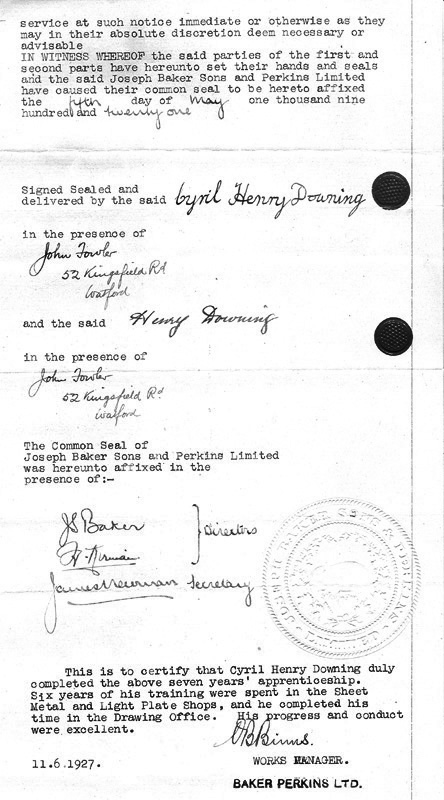 |
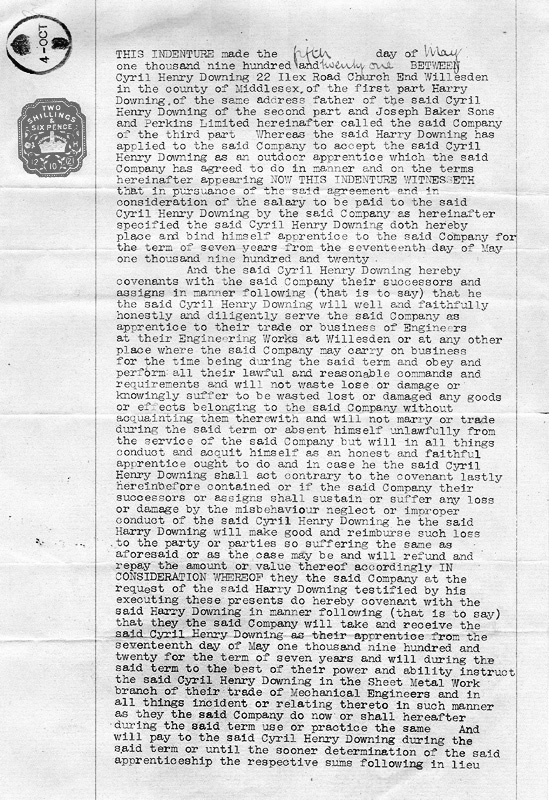
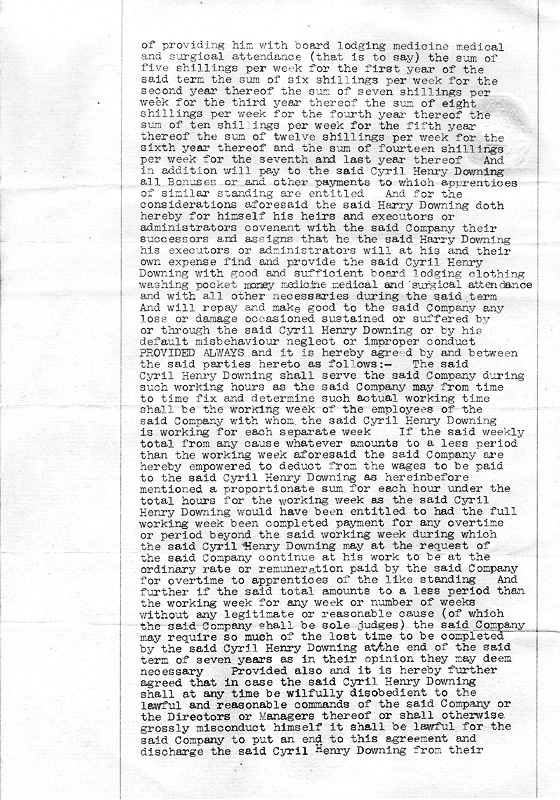
On the fifth of May 1921, Cyril Downing and his father, Henry, signed an indenture document (see “Indentures” above) with Joseph Baker Sons and Perkins Ltd, Willesden committing both parties to a training period of seven years as an "outdoor apprentice". His remuneration was to be - "The sum of five shillings per week for the first year of the said term, the sum of six shillings per week for the second year thereof", .............. rising by one shilling per week for each year up to ............"the sum of fourteen shillings per week for the seventh and last year thereof". His father was committed to - "at his own expense find and provide the said Cyril Henry Downing with good and sufficient board lodging clothing washing pocket money medicine medical and surgical attendance and with all other necessaries during the said term".
 Stanley Gibbs remembers:
Stanley Gibbs remembers:
“It was 1924 and I was looking for a job. Having left school at the end of the summer term, written letters, and attended interviews without success, it seemed doubtful whether I should ever find employment. I was at some disadvantage, for not only had I gained no school qualifications but also when asked what I wanted to do, all I could suggest was that I wanted to make things - preferably artistic things. In 1923, the trend was away from hand craft towards mass production.
It was therefore a relief, at the end of September to learn that I was to go with my father for an interview to an engineering firm at Willesden Junction. Here it was hoped that I should be accepted for a five years apprenticeship. It would not involve much art, but at least it would be manual.
I was sure that none of my late school friends had expected to go into engineering. They were going into the family business or into a bank or an oil company. There was a certain stigma about wearing overalls and getting one’s hands dirty. However, an apprenticeship would mean that my future would be settled for the next five years, and that to a youth of sixteen was forever!
With that, we were directed to see the works manager. He would arrange the details of the apprenticeship and draw up the necessary papers.
Mr Binns, the works manager, was expecting us and had all the papers ready for discussion. He was a tall man dressed in a light grey three-piece suit, a stiff wing collar and broad knot tie. He was very attentive and for some reason reminded me of a non-conformist minister. He laughed very readily and I decided that I should like him. It appeared that I was too old, being already sixteen, to start an apprenticeship as the five years had to be completed at the age of twenty-one. This was overcome by back dating my entry, so that according to my indentures I had started before I had in fact left school. The next problem was that there was no immediate vacancy for me in the works and I should have to wait six or nine months before my training could begin. Making a job for me as a Drawing Office Assistant solved this, and the time thus employed was to count as part of the contract. When everything had been satisfactorily agreed, Miss McClellan, the secretary, was called in to collect the papers and insert the relevant dates and details.
On our return, the papers were completed and ready for signing. I have them before me as I write. There is my spidery signature agreeing to start work for a wage in the first year of 2.04 pence per hour. Though this may be considered a rather small reward, it must be remembered that not long before this, my father would have had to pay for my instruction in the mysteries of engineering.”
Stanley Gibbs retired in 1971 and has written a very full account of his apprenticeship at Willesden that can be accessed by clicking here). It gives an impression of what must have been a typical apprenticeship of the time – lots of mundane jobs – “to see what he was made of” - and learning by “dropping in at the deep end” - finding/making his own tools and gradually taking on more responsibility. There is no mention of evening classes or further education so it is assumed that theoretical knowledge was picked up from his mentors at the same time as assimilating practical competences.
These were the apprentices of an older day but apprenticeships were still high on the Company’s agenda in the mid 1930s – this just after the ‘Great Trek from Willesden’ by the employees of what used to be Joseph Baker & Sons. A meeting of the Works Committee at Westwood in August 1936 discussed the demand for technical classes for apprentices.
Mr G. Lewis stated that – “Mr Allan R. Baker is investigating this question from all angles. There has been a point raised with the representatives of the Board of Education as to whether this Firm is sufficiently interested to support a whole time Technical School in the town. That might take a long time but Mr. Baker has asked me to get out some particulars of Apprentices and the possibilities of part time classes. He has also discussed the question with Mr Venables and Mr Newby, teachers at the Night School”. (The name of Mr Newby crops up later as having been appointed Apprentice Supervisor by Barton Baker in 1946.)
The Technical School in Peterborough was set up in Broadway in 1903 and would have catered, at this time, for apprentices attending night classes. It is assumed that the remarks quoted above refer to the possibility of it coping with what came to be known as ‘day-release’ sessions for apprentices.
Soon after joining the firm in 1931, A.I. Baker had been given the task of studying the whole matter of apprentice training. Some other countries had schemes already in operation, and he went fully into their methods. In 1938, he set up a small apprentice bay in the machine shop, and a start was made in giving specialised training. It was situated on the ground floor of the 1933 multi-storey office block – one of two bays that ran from the lifts to the far west end of the building. The Apprentice Bay was on the north side overlooking the machine shop, the bay on the south side (front) of the building being the first Experimental Department.
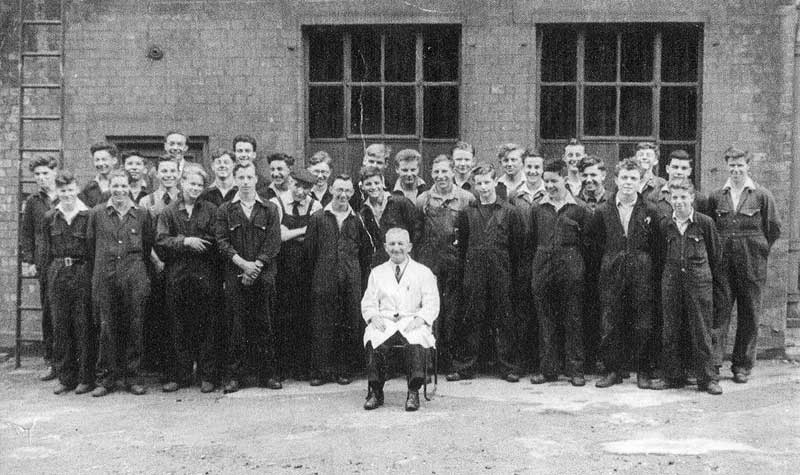 |
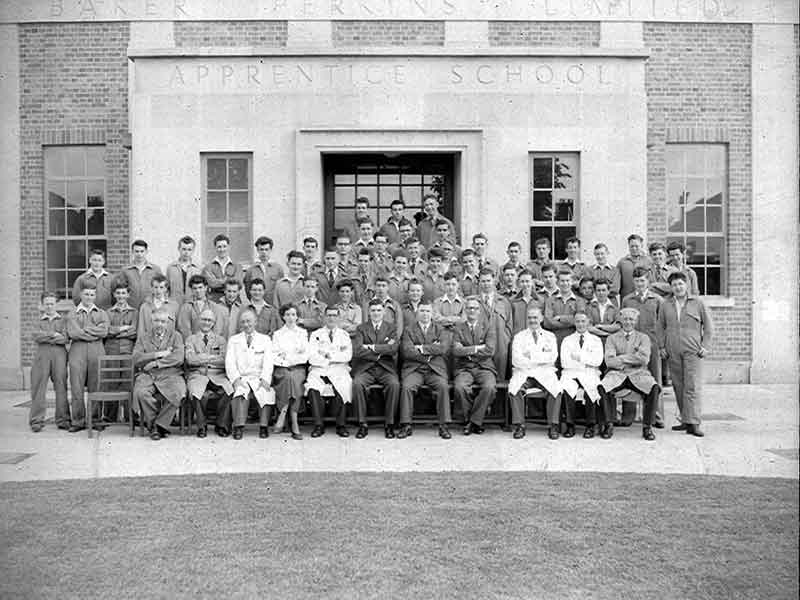
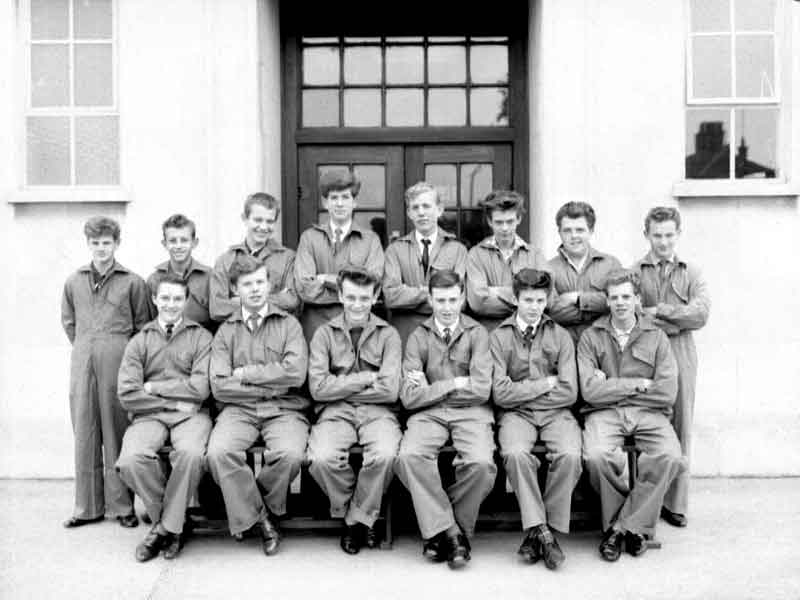
The 1953 Apprentice Intake outside the Apprentice Bay. |
Prior to the introduction of the Apprentice Bay, boys would begin their apprenticeship in the shop relevant to their chosen trade. Joining the company in January 1938 just before the opening of the new Apprentice Bay, Jim Deboo, who was later to have a profound effect on the development of apprenticeships within the Baker Perkins Group, went straight into the gear cutting section to begin his training. Jim recalls:
“On the morning of 18 January 1938 I reported to the Time Office at Westwood at 7.30. One of the young lady timekeepers issued me with clock card no 429, showed me how to clock on and off (and warned me of the consequence of handling anyone else's card!). I was taken then to meet my first foreman, Mr Walter Hardware, a small sprightly man with a waxed moustache (who asked me if I could handle proper and vulgar fractions) and then handed me over to Mr George Westall, in charge of the bevel cutting section - and that was that. By 7.45, I was standing by Gleason bevel gear cutting machine no 1020 watching a steel bevel pinion being generated and wondering what it was all about!”
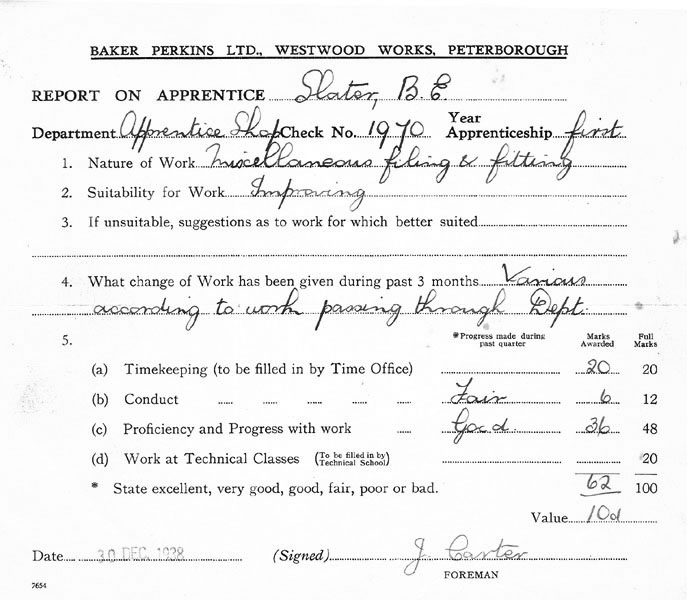
Some boys joined the company at the age of 14 and worked on various tasks for 2 years before beginning their apprenticeship. Among these was Bert Slater, later to become Foreman in the Experimental Department. He had joined the company in 1936 as a 14 year old trainee in the drawing cabinet, receiving a wage of eight shillings and sixpence, this being increased by a shilling a year until he was 16. In 1938, he achieved his ambition by becoming the first Fitting apprentice in the new Apprentice Bay. Here he was joined by, among others, Tom Brown, Harry Beale and Martin Plowright. Bert was asked whether machining or fitting was to be his preferred trade and he chose fitting. He remembers:
“I was told to report to Harry Evans in the Fitting Shop, who made out a tool order for a 12” three square file (without a handle) and told me to help Bob Desborough to clean up a phosphor bronze mixer blade. Bob suggested that I ask Mr. Evans for a tool order for a file handle but his reply was “Go to despatch, get a piece of wood and make one yourself”. These were the days when craftsmen were expected to provide all their own hand tools.”
 |
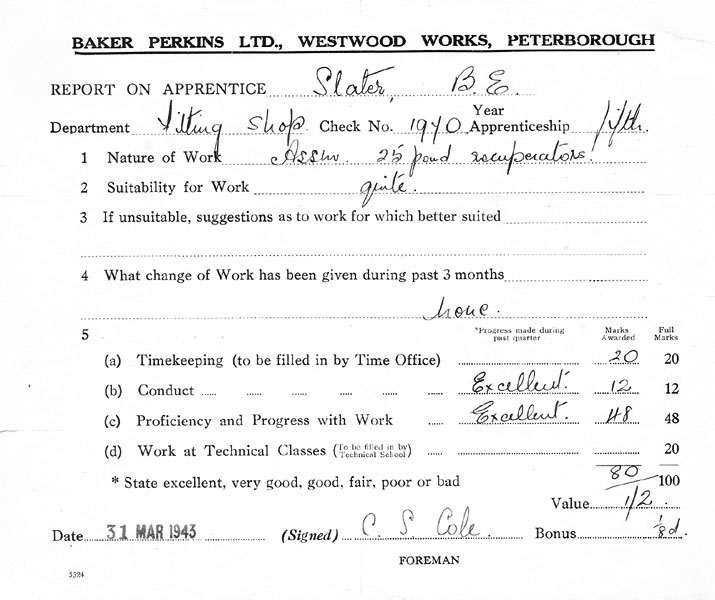 |
| 1938 Report | 1943 Report |
Working hours in 1936 began at 7.45am until 5.30pm, Monday to Friday, plus Saturday morning – 7.45am till 11am. Lunch was taken from 12.30pm until 1.30pm – a total of 47 hours per week.
Working under the foreman, Mr J. Carter, his progress was carefully monitored and a report covering suitability for the work, timekeeping, proficiency and progress was sent, every 3 months, by his foreman to Bert’s parents. In each report he was awarded marks out of a hundred, in turn converted into a wage increase. By 31st March 1943, at the end of his apprenticeship, Bert was achieving 80/100 and receiving 1/2d extra plus 1/8th of a penny bonus!
It is understood that, prior to WW2, apprentices were expected to leave the company at the end of their apprenticeship and “get experience of the wider world”. This practice ceased with the onset of the War and the need to hang on to every trained craftsman.
See also Westwood Works in WW2.
Roland Maycock joined Baker Perkins as a Works Apprentice in 1940. He recalls -
"The Foremen/Instructors were Mr F. Angel, Mr E. Cole and Mr Churchman. The scheme was monitored by the works office under Mr Paul Baker, Works Director, The training was excellent – as near as you could get to one-to-one instruction and produced many engineers who progressed to management level in the company.
The annual intake of apprentices from school leavers gave priority to the sons of employees; this fulfilled the social obligations of the company not necessarily selecting the best applicants. The apprenticeship was for a period of 5 years from age 16, the first two years in the apprentice bay, which was equipped with a range of machine tools plus a fitter training section. The scheme had approximately 15 apprentices excluding apprentices for foundry-pattern shop, power-house and plate shop who served their time in these departments.
A quarterly report was sent to the parents of the apprentice, giving marks out of 100 for Conduct, Proficiency, Time-keeping, Work at Technical College. You were encouraged to attend the local technical college and given dispensation to leave early on day shift or start late on night-shift (without pay). The technical college was part of the Peterborough Education Authority and located on Broadway next to the old Library. Generally, three subjects were taken on three separate evenings 7pm to 9pm. The Principal was Dr Davies, Headmaster of Deacons School and the end of year examinations were set by Nottingham University. For Year 3 of the Apprenticeship you would move to the main workshops for a higher class of work."
During the War, apprentices had to endure the same rigours experienced by the skilled men. Bert Slater recalls the long hours worked to meet production targets. Even before production reached its backbreaking peak, there was little time for pausing on the job:
“You weren’t allowed to take lunch. You took a few biscuits crumbled up in your pockets. The company never fell short of its targets but plenty of sweat was spent in the process.
There was a board in the fitting shop telling us what the target was for the month. It might have been 50 25-pounders. We would be scratching around at the end of the month trying to meet it. We would get in at 7.30 in the morning and not know when we’d go home. Sometimes it was midnight, sometimes 2am and sometimes even 5.30, starting up again at 7.30. If you stood about for a minute, your eyes would begin to close!
Normal hours weren’t exactly a breeze either: 12 hours a day from Monday to Thursday, 10 hours on Fridays and eight on Saturdays and Sundays – 74 hours altogether. At the beginning of the war, following the destruction of Coventry, a siren would trigger an exodus to the air raid shelters, but soon this practice ceased. Too much production was lost when we spent all night down there.”
Roland Maycock remembers the war years:
"You worked on a range of machine tools, machining armament components to very close limits, all jigged and fixtured with special cutting tools. The completed work was inspected by the Chief Inspector of Armaments (CIA). Unskilled labour was used, men and women directed into industry to work on machines under the supervision of a skilled machinist.”
In the Cutter Shop, the precision required to manufacture biscuit cutters and moulding rollers provided the skill to produce the percussion lock, part of the breach block, firing mechanism of the 25-pounder field-gun. Work also continued to repair biscuit cutters and moulding rollers keeping biscuit plants in operation during the war years.
In December 1938, Baker Perkins was very much involved in discussing munitions manufacturing plans with the Ministry of Supply. The Company was asked to consider manufacturing two items - P.K. Locks and Slide Boxes "Y" - which formed the firing mechanism for most of the heavier types of guns. After seeing what was involved at another company already doing this work, a quotation was submitted and shortly afterwards, an order was received for 640 sets.
It was decided that, if carefully jigged, this was a very suitable job for the Apprentice Bay to tackle. The project was a success and many repeat orders were received, the rate of production being pushed up to reach 200 per month. In total, 6,092 P.K. Locks and 6,124 Slide Boxes "Y" were produced.
In 1945, men who had had their apprenticeships interrupted to serve in HM Forces were now returning to Westwood and would need to be retrained. The Government’s Interrupted Apprenticeship Scheme, agreed by employers and trade unions, provided ways to enable lost time to be made up, any relevant HM Forces experience to be taken into account, and financial aid given to the employer so that the interrupted apprentice could be retrained but paid at nearly craftsman rate until the newly agreed training period had been completed.
In 1944, apprentice training became once again a very lively topic with Barton Baker taking particular interest in the subject. From 1946 to 1954 great improvements were made in the Apprenticeship Scheme under the direction of Claude Dumbleton and later, further pioneering work in industrial training continued under Stephen Hargreaves, at that time the youngest member of the Board.
We are indebted to Dr. J.A.W. Deboo, OBE for the details contained in this section. Jim became Apprenticeship Supervisor at Westwood in 1947 and was a key driving force behind the rapid and highly successful development of training methods across the Company. His experiences and insights into the needs of the organisation, gained during the stresses of the war years, were put to good use in developing training procedures that were second to none in the industry.
We will look in some depth at these activities as it is argued they were at the heart of the continued success of the company, resulting not only in the supply of trained men and women for Baker Perkins, but in a system held in such high esteem that it was used nationally to set standards within the industry. The Baker Perkins Apprenticeship is still considered as something of a benchmark in engineering education.
 Immediately after WW2, great efforts were made to re-organise and re-equip the
main workshops, to increase the supply of draughtsmen to the Drawing Offices and
of engineering craftsmen to the factory. The pre-War apprentice bay was fully
engaged with urgent apprentice training and efforts were being made to cope with
returning Forces personnel under the Interrupted Apprenticeship Scheme. With the
retirement in 1947 of Albert Newby as Apprenticeship Supervisor and J.A.W.D's
appointment as his successor, the opportunity was taken to re-appraise the whole
apprentice training system and learn from current best practice across the engineering
industry.
Immediately after WW2, great efforts were made to re-organise and re-equip the
main workshops, to increase the supply of draughtsmen to the Drawing Offices and
of engineering craftsmen to the factory. The pre-War apprentice bay was fully
engaged with urgent apprentice training and efforts were being made to cope with
returning Forces personnel under the Interrupted Apprenticeship Scheme. With the
retirement in 1947 of Albert Newby as Apprenticeship Supervisor and J.A.W.D's
appointment as his successor, the opportunity was taken to re-appraise the whole
apprentice training system and learn from current best practice across the engineering
industry.
Skill and resource shortages existed across all departments in the factory and the top priorities were to attract more school leavers into engineering and to fill the vacant places in the ranks of craftsmen of all trades. A pre-apprenticeship scheme was introduced aimed at enabling boys straight from school to experience some basic engineering training. In addition to the existing apprentice bay which concentrated on fitting and machining training, a small area of the main plate shop introduced up to 20 pre-apprentices to plate work skills and a similar section in the foundry allowed 12 pre-apprentices to learn some core making and moulding skills. In those crafts requiring relatively small numbers of new craftsmen - electrical work, pattern making etc., arrangements were made with shop stewards and foremen for a steady stream of pre-apprentices to gain experience under the supervision of skilled men.
Pre-apprentices could now be sure as to which craft they wished to follow and tests in English, arithmetic, general knowledge and manipulative skills ensured that they were fit for further training. What was needed now was a sound introduction to the basic skills of the chosen craft. A concept of "off-the-job" training was introduced with the apprentice spending up to one year working through a series of exercises, under skilled supervision, aimed at teaching the essential skills required. Six months into this training the apprentice appeared in front of the Apprenticeship Committee and his progress assessed. If successful, he, his parents and the company signed a legally binding document - his indentures. This document, an example of which can be seen in "Documentation", was signed off and delivered back to the apprentice, together with a Certificate of Apprenticeship (see Documentation) on the satisfactory completion of his apprenticeship.
This first year of "off-the-job" training was followed by transfer to the relevant main production shop where they followed a specified training programme which ensured their gradual progression to a fully skilled craftsman. From these activities came the development of a comprehensive manual detailing the skill requirements for each craft, and the technical education standards expected, which aided the attainment of a uniformly high standard of quality and content in all apprenticeships.
 Development of high-class craft apprenticeships was followed by the introduction
of Student Engineering Apprenticeships to provide the next generation of technical,
commercial office and field/service engineering staff. A period of intensive
practical engineering training was followed by experience in most, if not all
of the factory shops, combined with academic education at, among other institutions,
Peterborough Technical College. This training regime was tailored to the student
achieving the full membership requirements of the relevant professional engineering
institutions - IMechE and IProdE. It was through this route, as graduate apprentices,
that a number of the future generation of senior managers - some recruited from
the Engineering School at Cambridge University - entered the company.
Development of high-class craft apprenticeships was followed by the introduction
of Student Engineering Apprenticeships to provide the next generation of technical,
commercial office and field/service engineering staff. A period of intensive
practical engineering training was followed by experience in most, if not all
of the factory shops, combined with academic education at, among other institutions,
Peterborough Technical College. This training regime was tailored to the student
achieving the full membership requirements of the relevant professional engineering
institutions - IMechE and IProdE. It was through this route, as graduate apprentices,
that a number of the future generation of senior managers - some recruited from
the Engineering School at Cambridge University - entered the company.
 It soon became clear that the small apprentice bay adjacent to the machine shop
and the training section in the Plate Shop were inadequate for the task in hand.
In December 1952, Mrs Claude Dumbleton laid the foundation stone of a new £70,000
purpose built Apprentice School. This state of the art investment incorporated
all the latest thinking in engineering training including best practice in the
UK and, bearing in mind the home of Baker Perkins' key competition, in West Germany.
It soon became clear that the small apprentice bay adjacent to the machine shop
and the training section in the Plate Shop were inadequate for the task in hand.
In December 1952, Mrs Claude Dumbleton laid the foundation stone of a new £70,000
purpose built Apprentice School. This state of the art investment incorporated
all the latest thinking in engineering training including best practice in the
UK and, bearing in mind the home of Baker Perkins' key competition, in West Germany.
NOTE: A complete set of exterior and interior photographs of the new Apprentice School can be found in the BPHS publication - "Growing Our Own Wood" - see here.
The new School was opened in January 1954 and was really a miniature factory with individual fitter apprentice workstations, a full range of machine tools, sheet metal working section, lecture room and offices. The lecture room doubled as a gymnasium as it was considered that physical fitness was important in the early stages of an apprenticeship - the transition from school to physical work for eight hours a day could be tough for a 15-16 year old.
Pre-apprentices, indentured craft and student and graduate apprentices were now flowing through the system. All were managed and controlled by training staff, all experts in their own field, who themselves had received formal off-the-job training - including the administration of intelligence and aptitude tests. This helped to ensure that recruits possessed the innate skills and characteristics essential to justify the investment that would be made in each person.
Across the wide range of engineering skills represented at Westwood Works, there were two main influences. The company was concerned about the quality and supply of craftsmen for the immediate future, and was looking ahead in terms of the development of its products for international markets and the growing importance of direct competition from other machinery suppliers. The trade unions were equally concerned about the future of craftsmanship and the need to keep the standards high. There had never been a system at Westwood in which apprentices were 'tea boys'. Being sent to the tool stores for a right-handed hammer was an acceptable joke to be played on the inexperienced new boy, but apprentices had always had the benefit of guidance from skilled men. (What is perhaps not generally known or appreciated is that the rulebooks of the major engineering craft trade unions contained reference to the obligation on member craftsmen to assist in the training of apprentices and to pass on their experience.)
The trade union representatives at company and district levels were very supportive - in particular the late Percy Hanley, a fitter and National Executive member of the AEU; Ernie Groom, AEU District Secretary; Bob Fairchild, the first craftsman member of the Apprenticeship Committee; Hugh Dochney, Boilermakers Society; Ben Walsh, Sheet Metal Workers; and A Mansfield from the Foundry Workers. (Later on even Ted Hill, President of the Boilermakers, and Bill Carron, President of the AEU - both to become Lords in recognition of their industrial work - were involved in the consideration and approval of Baker Perkins’ innovative training schemes.) The unions were also well represented on the Apprentice Advisory Committee that closely monitored the progress of individual apprentices whilst serving their time.
There was thus the basis for a common approach to the quality, style and content of apprenticeships, and so a manual of Apprenticeship Committee Enclosures (ACEs) was developed detailing the skill requirements for each craft and the technical education standards expected. This comprehensive approach to quality and content became the hallmark of apprenticeships at Westwood Works in those early post-war years and the number of pre-apprentices and indentured apprentices rose dramatically.
As in most engineering companies, apprentices had been a part of the workforce in the constituent companies of the Baker Perkins Group since at least the early 19th Century but there had never been a system at Westwood in which apprentices were 'tea boys'. Being sent to the tool stores for a right-handed hammer was an acceptable joke to be played on the inexperienced new boy, but apprentices had always had the benefit of guidance from skilled men. The concept often described as - "sitting next to Nellie" had no place in a rapidly growing organisation having its sights firmly set on being competitive in an International market. (What is perhaps not generally known or appreciated is that the rulebooks of the major engineering craft trade unions contained reference to the obligation on member craftsmen to assist in the training of apprentices and to pass on their experience.)
It was clear, particularly after WW2, that what was now needed was a sound introduction to the basic skills of the chosen craft in such a way as would ensure that the key elements of those skills would be learned and practised as a sound basis for more advanced training on progressively more demanding production work.
With the opening of the new Apprentice School at Westwood in 1954, came the requirement for a number of highly skilled craftsmen, capable of passing on these skills to a continuous stream of new apprentices in a structured, off-the-job environment, Fortunately there was no shortage of such men at Westwood:
| APPRENTICE INSTRUCTORS | FROM | TO | |||
| FRANK | ANGEL | MACHINE SHOP FOREMAN - WW2 | 1938 | ? | |
| MR. | CHURCHMAN | MACHINIST - WW2 | 1938 | ? | |
| EDDIE | COLE | MACHINIST - WW2 | 1938 | ? | |
| JACK | INGRAMS | CHIEF FITTING INSTRUCTOR | 1939 | ? | |
| RUSSELL | BULLARD | CHIEF MACHINE TOOLS INSTRUCTOR | 1946 | 1971 | 1964/66 Apprenticeship Supervisor |
| ALBERT | NEWBY | APPRENTICESHIP SUPERVISOR | 1946 | 1947 | |
| JIM | DEBOO | APPRENTICESHIP SUPERVISOR | 1947 | 1986 | 1957 Group Training Manager |
| BEN | REYNOLDS | DEPUTY APPRENTICESHIP SUPERVISOR | 1951 | 1953 | |
| GEORGE | BOTTERILL | FITTING | 1952 | 1966 | |
| CHARLES | DURANCE | SENIOR PLATE SHOP INSTRUCTOR | 1952 | 1970 | |
| TOM | RUSTON | SHEET METAL INSTRUCTOR | 1952 (?) | ? | |
| CHARLES | GILBY | MILLING | 1952 | 1966 | |
| REG | HART | TURNING | 1952 | ? | |
| JACK | HURST | FITTING | 1952 | 1973 | |
| BEN | KILLIPS | FOUNDRY | 1952 | ? | |
| JACK | ROWE | MACHINE TOOLS CHARGEHAND | 1952 | 1952 | |
| EMLYN | PERRIT | DEPUTY APPRENTICESHIP SUPERVISOR | 1954 | 1957 | |
| BERNARD | COLTMAN | P.E. | 1954 | 1958 | |
| HARRY | POPPLE | BORING | 1954 | 1966 | |
| KEN | CHAMBERS | MACHINING | 1955 | 1980 | |
| JOHN | WARWICK | APPRENTICE SUPERVISOR | 1957 | 1964 | |
| CYRIL | DOWNING | TECHNICAL DRAWING | 1957 | 1971 | |
| BRIAN | LISTER | FITTING | 1960 | 1966 | |
| PETE | BRODIE | MACHINING INSTRUCTOR/PROGRAMMED INSTRUCTION WRITER | 1961 | 1968 | 1966/68 Apprenticeship Supervisor |
| BOB | WATSON | MILLING | 1964 | 1974 | |
| WALTER | SWINBURN | SHEET METAL | 1965 | 1971 | |
| LEN | BARSBY | MILLING | 1966 | 1983 | |
| RAY | LYDIARD | FITTING | 1966 | 1977 | |
| PETER | MOWBRAY | TURNING | 1966 | 1991 | 1968 /1991 Apprenticeship Supervisor |
| PETER | WOODS | TURNING | 1966 | 1987 | |
| DAVE | STONEBRIDGE | SHEET METAL | 1962 | 1991 | |
| GRAHAM | BREWER | FITTING | 1974 | 1982 | |
| TED | OSELTON | ELECTRICAL | 1974 | 1977 | |
| TOM | AYLIFF | MACHINING | 1980 | 1991 | |
| PETER | BARFOOT | FITTING | 1982 | 1985 | |
| BRIAN | STRAIN | ELECTRONICS | 1984 | 1986 | |
| NEIL | BAIRD | ELECTRO - MECHANICAL | 1985 | 1989 | |
| MICHAEL | COOPER | FOUNDRY | ? | ? | |
 |
Apprentices and Instructors at the opening of the Apprentice School in 1954. |
 |
 |
 |
 |
 |
 |
 |
| Pete Brodie | Charles Bullard | Jim Deboo | Cyril Downing | Jack Hurst | Peter Mowbray | John Warwick |
 |
 |
 |
 |
 |
 |
 |
| Tom Ayliff | George Botterill | Charles Gilby | Ben Killips | Ray Lydiard | Ben Reynolds | Dave Stonebridge |
The term 'off-the-job' training was coined and to ensure that in the crafts of machining, fitting, sheet metal work, plate work, welding, moulding and core making and millwrights’ work, up to one year would be spent under instruction learning the basic skills of the craft. This required a careful analysis of the manual and technical skills of each craft and the design of training programmes accordingly. Jim Deboo remembers: “The apprentice bay instructors worked with me and we took advice from foremen and shop stewards. In those days we were often reminded that our outdoor engineers, fitters and service personnel also needed to be able to repair and sometimes to make replacement components when problems occurred in customers' factories”. To be able to cut and file, scrape, drill and tap, turn and bore, make keys, cut key ways, fit bearings, align shafts, repair gears, etc. etc. were the essential skills required, and so whole ranges of exercises were designed to ensure that these craft skills were learnt. The whole business of working to engineering drawings, to fine limits, marking the exercises, teaching the relevant mathematical understanding of the various operations, was time consuming but highly relevant, as was safety at work, the care of tools, the use of precision measuring instruments and the traits of tenacity and perseverance to achieve the required end results.
The Baker Perkins Apprenticeship Scheme was governed by an Apprenticeship Advisory Committee that interviewed apprentices at a number of stages in their training; reviewed reports on their progress; confirmed a Pre-Apprentice’s suitability to transfer to Craft Apprentice status; transferred Craft Apprentices who showed special aptitude to the Student Apprentice Course after serving three years of their apprenticeship and interviewed a small number of University Graduates each year for acceptance onto the 2-year Graduate Apprenticeship Programme.
The first Apprentice Advisory Committee consisted of Claude Dumbleton as chairman; Gordon Lewis, works manager; Ted Kingdon, outdoor department manager; Robert Chapman, personnel manager; Bob Fairchild, a shop steward representing the works committee; with Jim Deboo as secretary.
From the opening of the Westwood Works Apprentice School in 1954, further pioneering work in industrial training was carried on, without a break, under the direction of Stephen Hargreaves, the youngest member of the board. Stephen Hargreaves had joined the Apprenticeship Advisory Committee in 1952, taking over the chairmanship in 1956 on Claude Doubleton’s retirement. In 1958, the AAC consisted of Stephen Hargreaves – chairman, Jim Deboo, A. Macdonald. L.P.Simpson, two representatives from the Works Committee and John Warwick – secretary.
The Apprenticeship Advisory Committee had a sub-committee structure at this time – one for Craft Apprentices, another for Student Apprentices and a third for Drawing Office apprentices when they were introduced a few years later.
Rapidly expanding levels of business in the 1950s prompted the main drawing offices - Bakery, Biscuit, C+C, Heating, Ovens, Chemical, Layouts, Electrical, etc - to urge the training of more draughtsmen. The success of the scheme adopted several years earlier (see here) under which a small group of highly skilled young craftsmen was sent on a Government Training Centre course at Leicester for an intensive thirteen weeks draughtsmanship course had indicated the real value of draughtsmen who had a sound understanding of manufacturing techniques.
A drawing office apprenticeship scheme was designed in 1957, operating on the same basic principles as the works technician apprenticeship scheme. However, because this was new ground, several fundamental decisions were made at the outset:
This, together with knowledge of apprentice training schemes in Germany and Holland and especially the Metalarbeiter Schule at Winterthur in Switzerland, enabled Baker Perkins’ own Drawing Office School training manual to be designed and to ensure the wider works and technical office training for the apprentices who were recruited from the works. The works management, at the outset, was not too keen on losing some of its best apprentices for the new works technician and drawing office apprenticeship schemes, and it became necessary to take into account these expected annual losses when fixing new craft apprentice intake figures.
Franklin Braithwaite (later Sir Franklin), a member of the board of management, was a strong supporter of this scheme and authorised the purchase of up-to-the-minute drawing boards and drafting equipment. The Apprentice School lecture room was used initially but a purpose-designed Drawing Office School was built later at the north end of the Apprentice School itself. All student engineering apprentices and graduate apprentices also received training in the Drawing Office School and soon the drawing offices were receiving a steady flow of enthusiastic young draughtsmen well trained in the practical and technical aspects of mechanical engineering.
The School's aim was two-fold: firstly to find out whether youngsters who had trained as craftsmen could apply their practical knowledge and shopfloor experience as draughtsmen and - if so - to train some of them for the Drawing Office. Secondly, to give all of the company's craft apprentices a chance during the early stages of their apprentices to spend a week or two learning the language of engineering drawing, and the basics of drawing office methods and working.
Of the 1,000 people who passed through Cyril Downing's hands, around 80 were craft apprentices who proved they had the right skills to become draughtsmen's and later made a career in the Drawing Office. The others were trainees of all types - craft, student and graduate apprentices, sales and commercial trainees, youngsters from other companies who spent some time at Westwood, vacation apprentices, sons of customers and girls from the Drawing Office alteration Section. For all these people, a short course was designed to explain any aspect of drawing office work in detail.
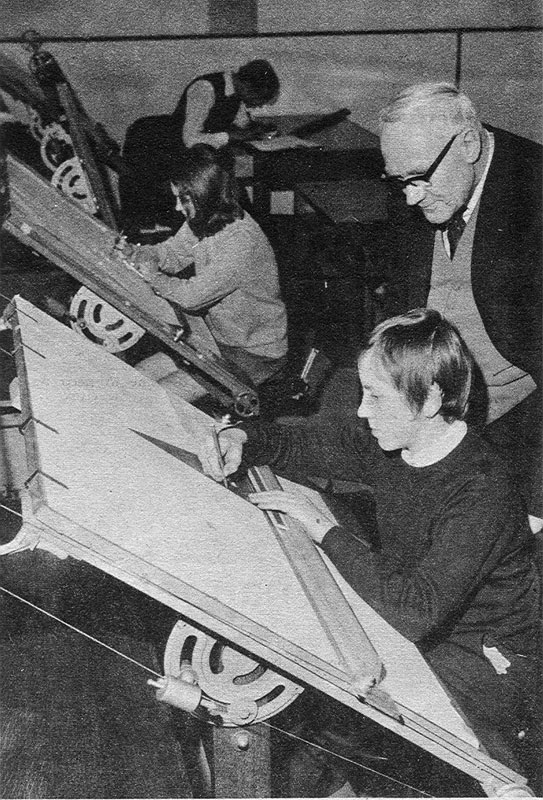 |
Cyril Downing (standing) watches his 1,000th pupil, Timothy Eden - a first year craft apprentice, on a fortnight's course to learn to read engineering drawings. At the next board, one of the girls being trained for drawing office alteration work. |
One of the first Drawing Office Apprentices was Dave Marrington who, as part of his training, produced drawings of every part of the two Perkins Steam engines that were dismantled prior to refurbishment in the Apprentice School in 1961. Unfortunately, these drawings that would now be considered priceless, were destroyed when the Westfield Road factory closed in 1992.
As manufacturing processes and techniques in the main works were modernised, so it became necessary to update the equipment in the Apprentice School to prepare all apprentices for the type of work and equipment upon which they would be engaged after their Apprentice School training period. This applied equally to machine tools and to fabrication equipment, including modern electric welding plant. The increasing use of pneumatics and hydraulics in Baker Perkins' main product lines required our fitters and fitter apprentices to be trained in the assembly and testing of pneumatic and hydraulic rigs, and so these were built in the Apprentice School and the necessary training was given.
Later again, as the main machine shops began to make use of computer controlled machine tools, junior versions of these were installed in the Apprentice School. The planned for second storey mentioned earlier was erected in 1970 to house a large Meeting/Conference suite, the Management Training Centre, with a bridge linking it with the adjacent Holdings Company building. The School had been extended to the rear of the workshop in 1961 to accommodate firstly the Plant Engineering Department and then the Drawing Office School.
A fundamental part of the new approach to apprentice training was the formalisation of the learning process. Learning a trade by “sitting next to Nelly” had disappeared from Baker Perkins long before WW2 and the accent now was on ensuring that each apprentice acquired knowledge of all aspects of his chosen trade, from the elementary care and safe handling of tools to how to carry out the most complicated manufacturing operations. This knowledge would be imparted in a structured manner in part via the medium of Instruction Manuals.
From the early 1960s, these took the form of firstly the “Apprentice Manual – General” - a series of instruction sheets introducing the hand and machine tools with which the apprentice was to become proficient, the various measuring devices with which he/she should become familiar and the basic maths necessary to carry out basic engineering tasks. Later, the apprentice would be given another manual specific to his chosen trade, covering in some detail the relevant hand and/or machine tools, operating techniques, setting-up procedures, etc., thus creating a link with lectures by the Instructors and forming a handy reference as the apprentice continued with his training – and beyond.
Each Instructor had his own Instructor’s Manual, setting out in more detail the background to each of the skills to be achieved via a series of graded exercises that first year apprentices could work on to practise the skills, and the lecture material they used to introduce the knowledge base - i.e. this is how we teach turning.
In 1966, the EITB produced a series of “Module” booklets, each covering one of the key craft trades. The key point here was the skills base, and was an attempt by EITB to move achievement of craft status away from the period of time served to the achievement of defined standards of skill. The idea was that employers should know exactly what someone was actually capable of doing. The modules were based on craft skill sets and an apprentice would typically complete two modules to achieve craft status - so a turner would do “Turning 1” and “Turning 2”.
The booklets contained a list of all the skills that needed to be demonstrated – i.e. this is what a level 1 turner should be able to do - plus some instruction on how the skills should be completed. Critically each apprentice had to demonstrate each skill 3 times to pass - so there were 3 boxes next to each skill into which the dates of completion were inserted. The apprentice kept a logbook that described each piece of work that had been assessed. In the apprentice school these were usually exercises but out in the shops the apprentice and supervisor had to identify skills from the day to day work - and part of the instructor’s job was to keep track of what had and had not been completed so that future work could be allocated accordingly - i.e. to avoid over-repetition of skills already demonstrated and to give opportunity to identify the skills not yet demonstrated.
Apprentices were registered on a module with the EITB and when the company thought a module had been completed an EITB inspector would come in, check the books, meet the apprentice and decide whether to approve the module. If approved the EITB would award a certificate.
Another development of this concept was “Programmed Instruction” (PI) – described in more detail lower down in this Section. The key point with PI was that it tackled underlying knowledge requirements and was programmed in the sense that the knowledge was broken down into small steps, with, at the bottom of each page, a set of questions to test understanding of that knowledge. The idea was that you don't move on until you 'pass' each step. In the automated version it was not possible to access the next screen of the computer without getting the answers right.
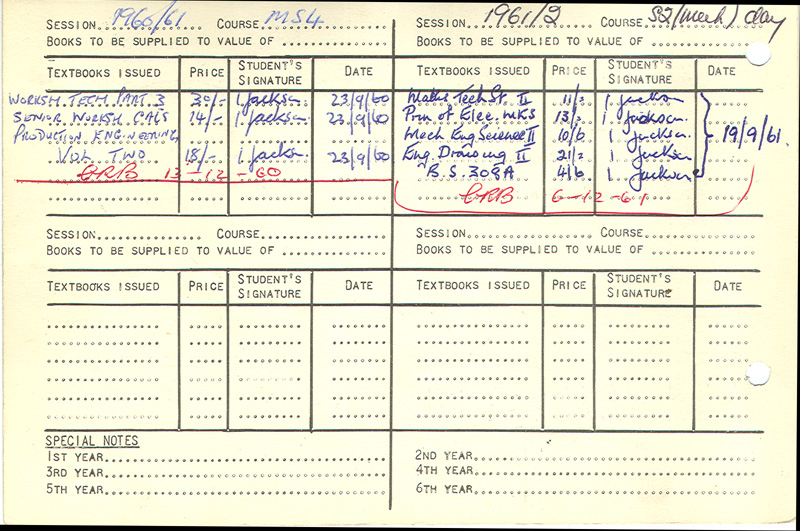
An important input into the whole apprentice training activity was the contribution of Peterborough Technical College. City & Guilds courses in relevant crafts were provided with college staff co-operating closely with Baker Perkins instructors. Some craft apprentices were encouraged to study on three-year ONC courses, those who were successful being promoted to student apprentice status. These soon began to make their mark in technical and managerial posts throughout the company.
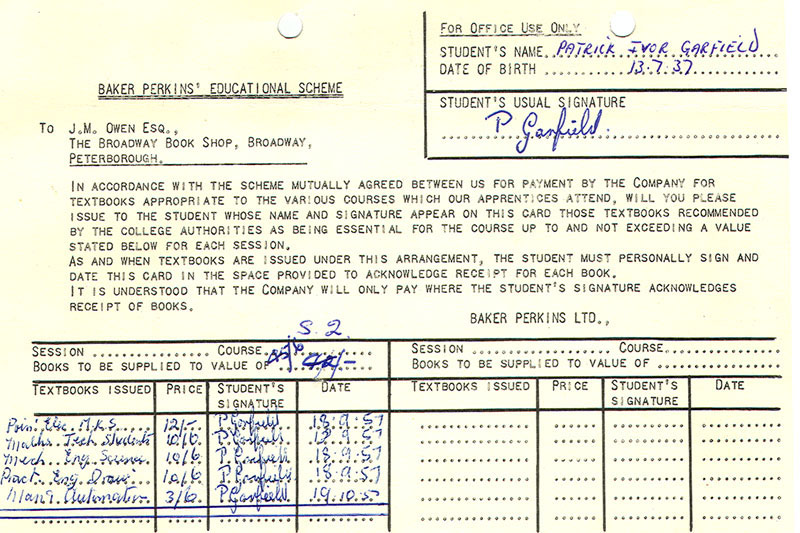 |
The Company paid for all necessary textbooks on loan via an arrangement with the Broadway Bookshop in Peterborough. Details of each book issued were recorded on the cards shown opposite. Subject to an 80% attendance record, course fees were refunded and the textbooks became the property of the student. |
 |
As the number of student apprentices increased, so did the standard of applicants and a number began to attend Colleges of Advanced Technology on Diploma in Technology courses. This trend continued at a wide cross-section of Universities and industrial sponsorship, with guaranteed industrial training during long vacations, became the norm.
Few photographs of Technical College life appear to have survived and we are very grateful to John Lunn and Tony Harrison for these:
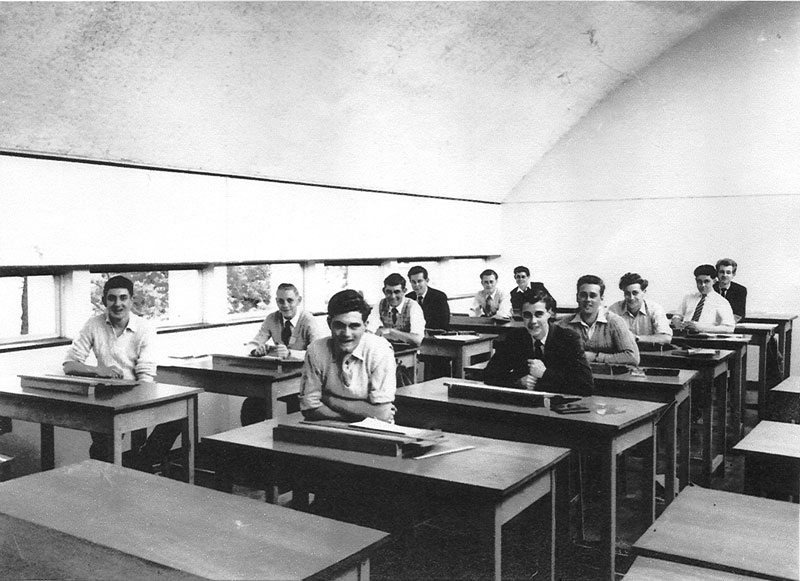 |
1954 Drawing Class - Those identified are: LH row front - Stuart Gavin; RH row, 2nd from front - Peter Cary; RH row, 5th from front - John Lunn. |
 |
Higher National thermodynamics class at the Peterborough Technical College in July 1957. Left to right - Peter Tasker; Terry Divine (Lecturer); Not Known; John Irons; Tony Harrison; Peter Lambert. |
 |
1957 A2 Higher National class taken inside the lecture room.The only non-Baker Perkins man is from Brotherhoods and is in the front row extreme left. Baker Perkins apprentices are - back row left to right - Peter Tasker, Mick Corrigan, John Smythe (at the very back), Peter Lambert, and Ray Knifton. Front row left to right - middle is John Irons and Tony Harrison at extreme right. |
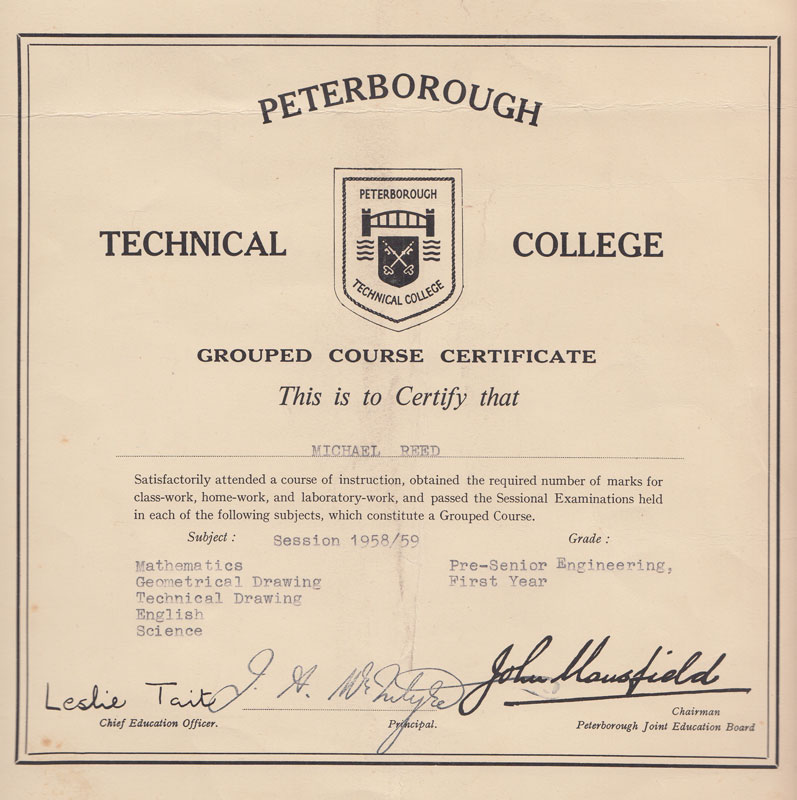
Among the certificates presented were:
Technical
 |
 |
 |
Commercial
 |
 |
The EITB raised a levy on the industry to pay for administration, to reimburse companies that could demonstrate good training practice and to penalise those that did not. This was set at 2.5% of payroll - a similar sum to that already being spent at Westwood. Baker Perkins received more in grant than it paid in levy, this "bonus" being used to further develop existing training schemes.
 Custom and practice in the engineering industry had been for apprentices to "serve
time" - originally from 14 to 21 years of age, then 15-21 years and finally, as
the school leaving age was raised, 16 to 21 years. Discussions with Unions at
local and National level resulted in agreement on standards of craft skills that
should be obtained by the end of an apprenticeship. These were used to design
a series of practical tests to be undertaken by an apprentice over a period of
one week, either in the Apprentice School or in his own place of work. Section
foremen and section shop stewards selected those who were ready to take the tests.
Custom and practice in the engineering industry had been for apprentices to "serve
time" - originally from 14 to 21 years of age, then 15-21 years and finally, as
the school leaving age was raised, 16 to 21 years. Discussions with Unions at
local and National level resulted in agreement on standards of craft skills that
should be obtained by the end of an apprenticeship. These were used to design
a series of practical tests to be undertaken by an apprentice over a period of
one week, either in the Apprentice School or in his own place of work. Section
foremen and section shop stewards selected those who were ready to take the tests.
The results were excellent and those apprentices who were successful before they reached the age of 21 gained full craftsman status and full rates of pay. The scheme was praised nationally and in Parliament.
A proposal to introduce a 4-year apprenticeship was put forward. After long and detailed negotiations with the shop stewards and full time officials, an agreement that was acceptable to both the company and the Unions was achieved in 1964. This led to the signing of the official agreement by the Leader of the Engineers Union (AEU), Hugh Scanlon, who came to Baker Perkins for the official ceremony to mark this landmark decision, the Company being the first in the country to introduce a four year engineering apprenticeship.
There was also a need for a new generation of inspectors, planners, rate fixers and production engineers in the technical areas of production including organisation and control. Some ex student apprentices had begun to opt for careers in production but more were needed. It was decided therefore in 1966 to introduce a scheme built upon successful craft apprentice training but which would recognise the ambitions and the potential of the new generation of highly technically trained craft apprentices. This was called the works technician apprenticeship and a sub-group of the main Apprenticeship Committee was formed to oversee this scheme.
Craft apprentices who had completed a minimum of three years of their craft apprenticeship indentures (usually 19 or 20 years of age) and who in addition to good works progress had also achieved either the penultimate year of a Final City & Guilds Certificate appropriate to their craft or the second year of an ONC course would be invited to apply. If selected, their new training would enhance their original craft training but would now include production engineering and production control experience over a period of eighteen months.
Again, with the full support of the craft unions, the promoted works technician apprentice was guaranteed his full craftsman status on completion of his new training, the unions accepting that his broader craft and technician training could count towards his full craft status. This was an excellent scheme and ensured two fundamental advantages for the individual and the trade unions. The apprentice would not lose his original craft status and if he ever wanted to or had to revert to craftwork, his official position was assured. Secondly, it meant that those selected and trained would, when appointed to posts in production engineering and production control, be recognised as craft trained by those whom they were now supervising. This obviated any possibility of future industrial unrest.
Satisfactory completion of technical studies up to Final City & Guilds Certificate or ONC level was required, and this scheme now began to supply a new cadre of craft and technician trained young engineers for the whole area of production.
There were many other aspects of the overall apprenticeship training schemes which featured throughout Baker Perkins’ UK Group establishments and it may be of interest to record details of just a few of these.
In the quest for high-powered engineers across the business, Baker Perkins took part in the annual ‘milk round’ of recruitment from universities. Whilst the number of direct entry graduate apprentices was small compared with, say, Unilever or ICI, in terms of quality Baker Perkins was highly successful. The company had long-term contacts with Cambridge University - Ivor Baker, Franklin Braithwaite, John Peake, Stephen Hargreaves, John Hardy, Mike Smith, Tony Brown, Mike Leggatt and others had all made rapid progress in the company – and this helped later recruitment campaigns. For those with engineering degrees and who wanted to achieve full membership of the appropriate professional institutions - IMechE, IProdE, IEE – it was necessary to ensure that their practical engineering training met not only the company’s requirements but those of the regulating bodies for the engineering profession and later of course the requirements of the Engineering Council for CEng (Chartered Engineer) status.
The maximum co-operation of all works, technical, sales, admin, and field engineering departments was essential and, realising how important this training would be for the individual and for the company, the departmental staffs responded very well. Working to individually tailored programmes, checking and monitoring progress, and fitting all this in with the availability of particular production issues (e.g. the importance of being out with the field engineers when a new plant was being commissioned in a customer's factory) was a complicated business - but it worked!
Baker Perkins' position as one of the country's leading engineering training establishments meant that it was among the first to take up any new initiative in this field. One of these was the Teaching Company Scheme. The DTI and DES launched this in the mid-1970s in response to a perceived on-going shortage of top engineers in industry.
The Teaching Company Scheme aimed to develop active partnerships between universities and companies in order to raise manufacturing performance by effective use of academic knowledge and capacity. They were also a means of training able graduates for careers in manufacturing.
The basis of the Scheme was the linking of a University and a post-graduate student with a company in order to investigate and then propose a solution to a current company problem – in design, manufacturing, marketing, etc. A Central Directorate was established and Regional Officers appointed, each being a highly qualified engineer.
The objective was to bring a new approach to bear on company problems, drawing on the latest academic thinking to support new recruits (potential M.Sc. graduates, known as TC Associates) who would go on to join the company on the completion of their project. The cost was shared between the TC Directorate, the University and the company. A management board was established for each programme consisting of representatives from all three parties. The first Teaching Company Programme at Baker Perkins began in 1982 with Professor Roy Sury of the Department of Engineering Production at Loughborough University and tackled manufacturing problems such as a new computer-controlled steel stores facility, foundry quality and output, etc. Some 15 TC Associates were involved in this programme between 1982 and 1989.
In March 1986, a Teaching Company Programme was set up with Professor Steve Parkinson of Henley, The Management College (and later with Bradford University) to look at aspects of Marketing, both at Westwood and at Stoke. Later, the work being done in Food Science and Engineering at Leeds University on the chemical processes and reactions during dough preparation was considered to be of great interest to the Bakery Division at Westwood. A Teaching Company Programme was set up under the guidance of Professor Geoffrey Hazeldene, with John Borrill B.Sc. as the TC Associate.
Most of the results from these Programmes were considered to be beneficial to the company, with the majority of the TC Associates accepting employment after their M.Sc. successes. The company therefore saw the whole scheme as a very positive addition to its standard direct entry graduate and student recruitment methods.
The Loughborough/Manufacturing TC Associates were: Ian Barratt, Jonathan Clegg, Roger Dowding, Matthew Geake, Richard Hadfield, "Alfie" Hirji, Shane Lancaster, Andy Marshall, Steven Moverlay-Brown, Adrian Northcott, Peter Slater, Trevor Smith, Andy Walton, Steve Wilcher and Mike Wilkinson.
The Bradford/Marketing TC Associates were: Adrian Wright, Phillip Walker, Nimet Hirji, Julian Ransom and Huw Thomas.
The training and experience of a number of apprentices was broadened by secondment to other companies, both within and beyond the Baker Perkins Group. Baker Perkins itself also took on the responsibility for at least part of the training of apprentices from other local engineering companies or, as in the case of United Biscuits, its own customers.
The story of Baker Perkins’ relationship with Werner & Pfleiderer, Germany, is long and complex and details can be found on the BPHS website – www.bphs.net - Group Facilities – The European Partnership.
Early in the development of the craft apprenticeship scheme Baker Perkins had established an annual exchange arrangement with Werner & Pfleiderer at Stuttgart, for apprentices to gain valuable experience in each other’s factories. Later this was extended to student apprentices as an important feature of their broader training as future professional engineers.
Doug Potter, a Student Apprentice with The Forgrove Machinery Company in Leeds, was chosen to take part in the apprentice exchange scheme with Werner & Pfleiderer in Stuttgart. He recalls:
“The normal candidate would have been a craft apprentice but I was to be in the elite company of Peter Braithwaite and Archie Baker, the sons of the chairman and managing director of Baker Perkins. Intensive Language Laboratory sessions followed, two mornings per week, by the end of which, I was fairly confident at conversational German, but technical things were another matter.
Early July was the departure date. Staying overnight in Peterborough I met up with Peter and Archie and travelled all the way to Stuttgart in Peter’s Mini. Armed only with an address and a map we found number 40 Friedrichshaller Strasse, Zuffenhausen; the home of the Sugg family whose son Rainer was probably doing exactly the same in Leeds.
Next morning was a very rude awakening; I had to catch the tram at 6-30am after a short walk to the main road. Fortunately, the tram stop was just outside the main gate of the factory. After introductions etc. we were given various training exercises - the one that sticks in my mind was to file, sand and polish a prancing elephant from a pre-profiled piece of wood, which I still have to this day.
I don’t think we were let loose on any serious production work but we did spend time in various department. One area of the machine shop that impressed me was the copy lathes set up to produce the screws and kneading sections of the shafts for the extrusion machines. Break times were different to back home; bottles of beer, bought in the factory shop, were much in evidence even at the 9am break. The other things which were a must at the shop were Pulia hand cleaning tablets, which seemed to consist of equal parts of soap, grit and compressed sawdust, a good formula for cleaning dirty hands but even more effective at blocking U bends under the sinks, for which all the apprentices were given a severe warning from the head of the apprentice school. Apart from not using the tablets, the answer was out of our hands since no alternative was provided.
Not all the time was spent in the factory. The whole apprentice school went on at least two visits, one to the Mercedes Benz Motor Museum, on the Mercedes manufacturing site at Esslingen, a small town just south east of Stuttgart, and the other to the Porsche factory in Feuerbach, a nearby suburb in Stuttgart itself.
Away from the factory we three visited several places of interest including Heidelburg, a town with a large, red sandstone castle overlooking the river Neckar; Koblenz, where the Rhine and the Moselle meet and Tubingen, a university city similar to Oxford or Cambridge, with boating on the river and olde worlde houses.
With my host family, we visited Frau Sugg’s brother, in Schramberg, which is situated in the Black Forest. The only other thing I can remember was being given a small unlabelled bottle of kirsch by Frau Sugg’s mother, along with a warning that this was no ordinary, mass produced schnapps.
Either before or during the exchange it was arranged that I would spend some time at the Forgrove sales & service office in Cologne. So after the weeks holiday, Tony dropped me off in Cologne to begin a one-month stay, to gain some experience of servicing equipment abroad. This meant that the end of my apprenticeship was rather a grey area, as I was out on the road in Germany and the one month became a year, although I did return home at Christmas and Easter. Most of that time was spent out on the road, by myself, living out of a suitcase, installing and repairing machines with very little training or experience except for the knowledge gleaned during my time in the fitting shops and natural instinct.”
At Westwood Works, there were two ways of becoming a student apprentice; the first was, at the age of 16, to have gained the right number of credits in certain subjects in the school-leaving certificate. The second way was to be upgraded from a craft apprentice after passing the National Certificate exam. This second method was made available to Bedewell apprentices in 1949. Marshall Gray (see “Reminiscences of ex-Apprentices” earlier) passed his National Certificate that year and became the first student apprentice at Westwood from Bedewell. Some craft apprentices also spent time at Westwood.
Baker Perkins also helped to train apprentices from other Peterborough engineering companies.
United Biscuits was one of Baker Perkins major customers with whom large joint projects were carried out, particularly in the mid-1960s. This co-operation extended to offering to train United Biscuits' own apprentices at Westwood. Dick Campbell remembers – “I was an apprentice at Westwood Works starting in 1965. Shortly after I started, I transferred to be one of the United Biscuits' apprentices. This meant that whilst being trained at Baker Perkins and indentured to them, I was a United Biscuits employee. United Biscuits recognised that they could not train engineers so got Baker Perkins to do it for them, recognising that it would be 5 years before they got anything back - different time horizons today!!! I believe that there was an intake a year before me and possibly in each of the three following years - each with a complement of 5.”
Dick recalls that there was another partner in this training activity - the world famous packaging machinery manufacturer - SIG of Switzerland. "Some of the UB apprentices stayed at Peterborough, others went to Switzerland for the whole of their training whilst some started at Peterborough and then spent time at SIG".
"The first year were... Peter Bell, Bill Brown, Chris Plughs, Chris Cordall and Andy Macabe....all of these stayed in Switzerland and were SIG apprentices so were not really BP men. Also in the first year were ....Geoff Wright, Keith Warren, Dick Stanley, Dave ???, John Rob and Roger Dehainey....all stayed at Peterborough. John Mitchell, Ian Milroy, John Wiseman, Bill Rout and I were the 1966 lot and spent time at both Peterborough and Switzerland. D.A Bell, F.M. Foran, B. Holt and P.E. Worsley were in the 1967 contingent who stayed in Peterborough.
All who spent time in Peterborough, learned German at Peterborough Technical College. Dick Campbell, Bill Rout, John Wiseman, Ian Milroy and John Mitchell were then rewarded with a summer at SIG Switzerland (summer of 1966 when England beat Germany in the World Cup).
John Mitchell also remembers - "I installed with German engineers - as 'shopfloor translator' - the first two machines made for the Royal Mint's launch in 1968 of the new 'decimal' 2p coins. in 1968. After these first two machines Baker Perkins went on to make several more as direct supply from Westwood Works."
There follows an attempt to draw up a complete list of United Biscuit Apprentices. Any comments, corrections and relevant anecdotes would be gratefully received:
Peter Bell* |
|
John Mitchell |
|
Davud Bell |
|
Dave Mollett |
|
Bill Brown* |
|
Chris Plughs* |
|
Dick Campbell |
|
John Robb |
|
Chris Coedall* |
|
Bill Rout |
|
Roger Dehany |
|
Dick Stanley |
|
Fred Foran |
|
Warren Smith |
|
Barry Holt |
|
John Wiseman |
|
Andy Macabe* |
|
Philip Worsley |
|
Ian Milroy |
|
Geoff Wright |
|
| Hugh Gee |
NOTE: Those marked with * did all their training in Switzerland
 There
was also a need for a new generation of inspectors, planners, rate fixers and
production engineers. Some ex-student apprentices had opted for careers in production
but a new works technician apprentice scheme, based on successful craft apprentice
training, would recognise the ambitions and potential of the new generation of
highly technically trained craft apprentices.
There
was also a need for a new generation of inspectors, planners, rate fixers and
production engineers. Some ex-student apprentices had opted for careers in production
but a new works technician apprentice scheme, based on successful craft apprentice
training, would recognise the ambitions and potential of the new generation of
highly technically trained craft apprentices.
Craft apprentices who had completed a minimum of three years of their apprenticeship and had attained specific academic qualifications were selected for a further 18 months of training to include production engineering and production control experience. Recognition by the Unions that this new breed of managers was craft trained obviated any possibility of future industrial unrest.
Enhanced skills were also required in the Drawing Offices. At first, suitable highly skilled young craftsmen were sent on an intensive thirteen weeks draughtsmanship course at a Government Training Centre. The results were such that it was decided to add a Drawing Office School to the rear of the Apprentice School and soon, a stream of draughtsmen with a sound understanding of manufacturing techniques was flowing into the drawing offices.
As manufacturing processes and techniques in the main works were modernised, it became necessary to update the equipment in the Apprentice School. For example, the increased use of pneumatics and hydraulics in the company's product lines required fitter apprentices to be skilled in these "new" technologies so training rigs were built. As computer controlled machine tools were introduced in the main machine shops, junior versions were installed in the Apprentice School.
The main thrust of all of the Company’s apprenticeship training activity was to gear practical engineering experience - hands-on, making components and building assemblies and complete machines - to a theoretical understanding of the required engineering principles. This applied equally at the very basic level of first year off-the-job craft apprentice training - i.e. fitting, machining, sheet metal work and welding and foundry work etc - as at the drawing office, works technician and student apprentice levels. The different learning rates of the apprentices had been recognised for some time, with the need to enable some to proceed at a fast rate whilst others needed more time and the opportunity to reinforce and to revise. Training and giving lectures in groups was standard practice in terms of induction - health and safety at work, and first aid. But progress on the bench or machine tool or in a welding booth was dependent not only upon the skill of the instructor to demonstrate what was required but also upon the apprentice's understanding of the theory underpinning the particular skill being taught.
A new system called Programmed Instruction was being used in HM Forces and in certain companies, where the elements of a particular operation were observed, broken down into fundamental stages, written down and then presented to the trainee in a simple linear form, i.e. one step at a time. However, as far as it was known, no one had tried this technique in engineering apprenticeship training and therefore no programmes had yet been designed. Westwood had the benefit of having devised comprehensive first year off-the-job syllabuses for the various major crafts and so it was decided to experiment with Programmed Instruction and Baker Perkins became a pioneer in the development of this system for use in industrial training.
In 1964, after attending a training course run by the RAF, Peter Brodie (later to be appointed Apprenticeship Supervisor), became closely engaged in writing most of the programmes. Jack Randall a very good innovative draughtsman (also a good freehand artist) was borrowed from the biscuit cutter shop drawing office and Jack Hurst, chief instructor on fitting work, went through with him the sequence of operations on fitting, marking out, hack sawing, drilling and tapping - in fact the whole range of basic operations which each fitter apprentice had to master. These were recorded, drawn in a simple linear sequence and given to each apprentice to study before embarking upon the practical handwork involved. The apprentice could study at his/her own rate and, when ready, sit a written test to prove his understanding. Then he could proceed with the practical task. It worked, and soon whole sections of first year off-the-job apprentices were being taught with the help of PI.
Here is an example of what took place. Let us assume that craft apprentice Tom Smith has completed his first turning exercise - perhaps a piece of mild steel turned to a given diameter. If the next task was to turn another mild steel pin but this time to generate a screw thread of given size and pitch, then his Programmed Instruction text would explain how to do this and give the correct sequence of operations on the lathe. If his result on the written test papers indicated his understanding of the task, then he could attempt the job. If he needed revision and reinforcement, he could have it. This was good for the apprentice and good for the instructors who were able to spend much more time "on the job" in the Apprentice School workshop.
Not all of the instruction texts were produced at Peterborough. In 1969, Jack Randall spent several months at Rose Brothers, Gainsborough, working with Arthur Spencer – a senior production engineer – on a 100-page book on milling. Arthur recalled:
“This was not a heavy, theoretical volume but a practical instruction manual which placed as much importance on illustrations as text. Every word and drawing had to be crystal clear in its meaning. We started with the knowledge that the people using the manual would have a basic understanding of milling and this manual would take them into the higher skills of the craft. The first part of the task was the most difficult. It was to choose 30 or so projects, each showing a different aspect of milling practice, so that together they would give a broad general picture.
It was rather like condensing a long novel into a short story. Once the content was decided, the real work began. Each of the 30 projects was proved in practice before a word was written or a drawing prepared. Jobs were set up in the Rose or Westwood apprentice schools or in the Rose works; sometimes Jack made models of set-ups to act as test rigs.
After 45 years I thought I knew a bit about machine tools and machine shop practice but I found that what was accepted as common-place by an experienced craftsman is often extremely difficult to put into words for instructing apprentices.”
Jack Randall produced about 250 drawings for the manual, some drawn from photographs, others from the rigs set up in the apprentice school or factory. All the work was scrutinised by a working party of experts from the EITB, industry and technical college before being sent for publication.
Eventually Programmed Instructions texts were produced for all the basic fitting, turning, milling, drilling and tapping, sheet metal work and welding operations and each instructor had his own library of texts. The EITB inspecting officers became interested and wanted to encourage the use of this technique in other engineering training establishments. Baker Perkins had of course invested considerable time and effort (Peter Brodie and Jack Randall especially) in writing all these programmes and decided to test out their validity outside the Westwood Apprentice School. Professor Harry Kay at Sheffield University was visited, because it was understood he had an interest in doing some research into the technical training of engineering apprentices. He was convinced of the soundness of Baker Perkins’ approach and secured the services of a post graduate research student, Bernard Dodd, to analyse and to test out (by using control groups of apprentices) the benefits and/or any disadvantages of the series of PI texts.
The results showed that Programmed Instruction texts used in the way described earlier would ensure a better understanding of the theory of stage-by-stage operations, provide reinforcement if and when needed and free up the instructors for more time on the job. This work was embodied in twenty-nine booklets, each containing a complete programmed text to enable an apprentice to acquire, at his own pace, specific knowledge of his craft.
It was decided therefore to publish the texts professionally and meetings were held with the well-known London publishers of technical books, William Heinemann. Terms were agreed with them regarding royalties for Baker Perkins and the format in which the texts would be published. Soon this new technique was in use in many other engineering establishments, and in addition to publication in book form the texts appeared later in 'teaching machines' (similar to a video screen with Correct and Incorrect keys and cheat-proof testing methods) by International Tutor Machines Limited. These were made available for purchase by the general public and were widely used in apprentice training schools throughout the United Kingdom and overseas. The money earned was ploughed back into the Apprentice School.
In December 1964, twenty of these “Empirical” tutor machines were installed for one week in the Westwood Works’ Apprentice School. The machines were automatically linked with associated equipment such as slides and film projectors and tape recorders to control the teaching situation at all times.
It was soon realised too that student and graduate apprentices were able to work quite rapidly through these programmes and thus speed up their understanding of some of the basic theory and skills of engineering practice.
In February 1966, the Baker Perkins scheme, together with its programmed instruction, became the centre of a debate in the House of Commons. Sir Harmar Nicholls, Member for Peterborough, drew attention to Britain’s shortage of skilled manpower and the need to take drastic and urgent steps at national level. He asked for an unambiguous directive to be given to Training Boards to consider ways of reducing the apprenticeship period in engineering from five years to three, if it could be shown that the necessary skill could be acquired in less time. “Baker Perkins has been in the forefront of industrial training for years and has built up an apprenticeship training scheme second to none.” He continued – “Programmed Instruction has set a pattern which other industries would do well to follow. With full union backing, Baker Perkins has been able to reduce the period of apprenticeship from five years to four years in certain crafts. This represents a major breakthrough in training methods and industrial co-operation.” When the Government’s own training scheme was announced, it was found that only minor adjustments had to be made by the staff at Westwood. The Engineering Industry Training Board announced its full approval of programmed instruction in apprentice training as exemplified by Baker Perkins, and recommended it to every interested firm.
 The supply of complete food processing plants became a large part of Baker Perkins'
business. It was necessary, therefore that, not only the field and service engineers
who installed the equipment, but the designers, salesmen and builders of the equipment
had a level of process knowledge that allowed discussion with customers who, increasingly,
were employing food scientists.
The supply of complete food processing plants became a large part of Baker Perkins'
business. It was necessary, therefore that, not only the field and service engineers
who installed the equipment, but the designers, salesmen and builders of the equipment
had a level of process knowledge that allowed discussion with customers who, increasingly,
were employing food scientists.
Appropriate courses were agreed with Leeds University, Reading University and the National Bakery School at the Borough Polytechnic (later the University of the South Bank) in London. A wide cross-section of employees, including a group of main board directors, attended these courses, which varied from one year to one week in duration. Later, the courses were repeated at Westwood Works, with the practical work being undertaken in the Experimental Department.
All these courses took place away from the company but, in 1970, it was decided to build Westwood's own Management Training Centre in a second storey above the Apprentice School. The motivational effect of this upon those young people, in whom the company had invested several years of training and sponsorship and who could now see a pattern of further development ahead for them, was considerable.
Each programme was tailor made to suit the particular needs of individual customers and the company was involved in interviewing customers' employees to determine their suitability for such training. The cost of this training was agreed with the customer in a formal training contract. Some of these contracts were sizeable, with training taking place over many months, often in other customers' factories so that they could experience training on equipment similar to that destined for their own factory.
Because it was not possible to build and operate a customer's plant at Westwood before delivery, a model making section (see photo in In the Offices) was established in which highly detailed models of complete process plants were constructed. These were used as part of the training programme, with other process training being carried out in the Customer Demonstration Centre.
Whilst it might seem that training of Apprentices was the main priority, Commercial Training was also an essential part of the Training Department's activities. A similar system existed where trainees studied at Peterborough Technical College with successful employees receiving their certificates at the Annual Prizegiving Evening.
Among the courses that could be taken were:
 |
In the early 1960s, a number of girls, all teenagers, working as clerks, assistants and tracers at Westwwood Works, asked for practical lessons on the machines so that they could understand something of what went on in the factory. A special course was designed for them by Baker Perkins Apprentice School Instructors which the girls gave up their Saturday mornings to attend. |
All content © the Website Authors unless stated otherwise.
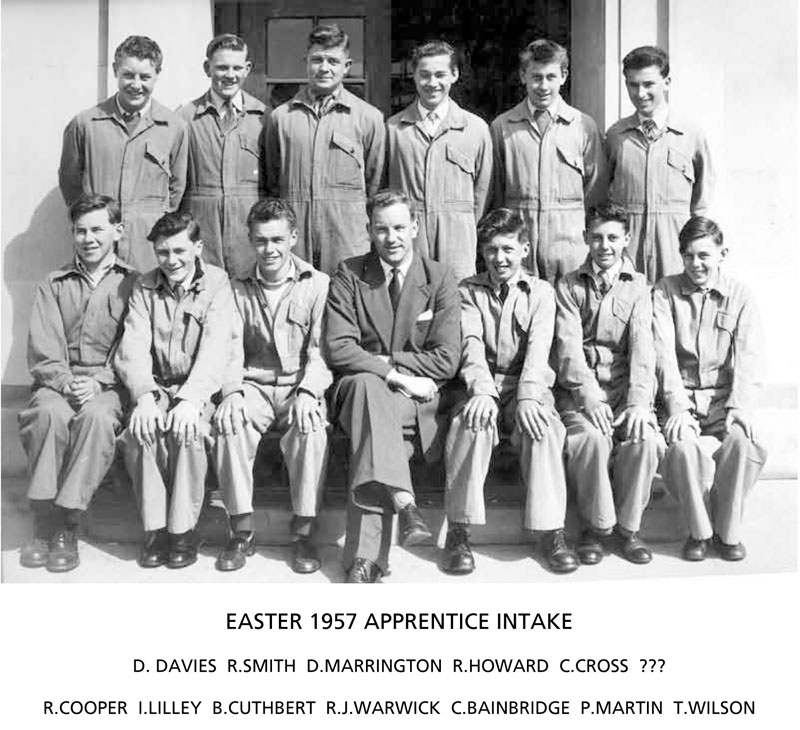{kind=link}