
|
Help | | | News | | | Credits | | | Search | | | Guestbook | | | Forum | | | Shop | | | Contact Us | | | Welcome |
Westwood Works 1903-2003 |
|||||||||||||||||
From the early days of Joseph Baker & Sons in the nineteenth century, one of the main objectives of the company had been to automate the process of manufacture of a wide range of foods. Joseph Allen Baker saw it as his main task – “his machines were help to end the shameful conditions in which hundreds of thousands of his fellow men had worked; they were to raise the standard of public sanitation in food production; they were to lower the cost of living for the poor”. In later years, in the 1960’s - the age of technology and automation – when manual and clerical jobs were being taken over by machines, Baker Perkins continued to develop the levels of automation in its products to the point where food products could be manufactured, untouched by human hand, from the bulk handling of raw ingredients to the finished package ready for the supermarket shelf.
It is perhaps ironic that the company that produced huge, fully-automated plant could not itself be completely automated. The reason is that the company was a specialist engineering company, and not a production line plant. It produced “one-offs” and small batch quantities, not thousands of identical units. Expensive lines of automatic transfer machinery had no place in Westwood Works but the company benefited more and more from the development of automation as the 1960’s progressed.
The wide range of equipment built at Westwood (see The Product Line) and the tailor-made nature of each plant sold created its own problems:
“In general production, there are over 100,000 job specifications
in current use. Well over half a million time tickets are used every year –
each time ticket representing a job that may require several operations to produce
– so the number of operations completed each year runs into millions”.
(Ted Thain – Baker Perkins Ltd Production Director).
Controlling this level of flow of production of components through the factory – each having to be programmed to be available in the assembly shops at precisely the right time – required a very sophisticated production management system.
It is perhaps not surprising to note that, in the inter-war period, the far-seeing and energetic F.C. Ihlee (see also – History of Baker Perkins Ltd 1923) had implemented a Planning and Ratefixing Department and a pyramidic drawing structure and master job specification system, the basics of which still exist today. During this time, the control of the manufacture of components and the assembly and despatch of machines was in the hands of men of great importance called “Section Fathers”. These men were responsible for a specific part of the product line from order to despatch and worked between the drawing office, manufacturing departments and assembly shops to get the best possible outcome for the equipment for which they were responsible. Although each “Section Father” was competing for the use of limited resources, high levels of personal initiative, negotiation and bartering ensured that, in the main, the system worked.
“Production Control” as a discipline had not been recognised by UK industrial management prior to 1942 at which time, the pressures on production during WW2 made a more scientific approach necessary if a crisis in the supply of armaments was to be averted. In 1943, the British Standards Institution published BS1100 :
Baker Perkins Limited Works management utilised the more pertinent factors of the new British Standard to stabilise and increase the production of armaments. A process of redesign and restructure of drawings was carried out in conjunction with the Ministry of Defence and the ordering of materials and manufactured parts was re-orientated.
Following the conclusion of hostilities, a certain level of armaments work continued but another crisis loomed. After five years of war and minimal attention, the UK food and allied industries’ production equipment was in a sorry state and urgent repair and replacement was needed urgently. By 1946/47, Baker Perkins’ order book was at an unprecedented level and, with the Sales Departments giving customers their own interpretation of possible delivery dates, the Works faced an impossible situation. The Section Father concept was coming under great pressure - their direct liaison with Sales Departments and Work areas was inferred rather than authoritative - and, in the prevailing conditions, they were slowly sinking under the weight of the function, with an obvious effect on factory resources.
The Company decided that the proper application of production control was the only answer. Works Management was restructured and, for the first time in the company’s history, a Production Manager was appointed. A Product List was made of all of the company’s output, all labour and machine groups were listed logically, a two-year Works Production Calendar – with Week Numbers and holiday provision recognised – was devised and, most importantly, Production Engineering was tasked with producing work content analysis summaries for each product type.
By 1948, the nucleus of the CPO (Central Production Office) had been formed under Ken Searle. Situated on the East side of the factory, adjacent to the East Coast railway line, the CPO was to become the hub of the manufacturing process within Baker Perkins with connections to almost every department of the business.
 |
Inside the CPO. |
In time, the Department totalled some 90 people and came under the management of Jack Robinson, Jack was a typical Baker Perkins “character” - totally dedicated to the company – who, despite being under intense pressure every day from all sides of the company, gained the respect of sales managers in particular for his ability to “work miracles”, “pulling rabbits out of the hat” and preserving the company’s reputation when unforeseen difficulties or shortages threatened a customer’s promised delivery date.
The CPO encompassed:
Inevitably, over the following years, change required something of a cultural shift – a process to which Baker Perkins was becoming used. The CPO went through its fair share of cultural and attitudinal changes over the years as the scope of its responsibilities and involvement in the breadth of company activity grew. Attitudes in many parts of the company had to change. Jack Robinson remarked that:
“The remnants of the ‘bowler hat’ shop foremen were disappearing in 1951 together with the blatant autocracy that went with them”.
More changes were on the way as the CPO coped not only with organisational change but also with the inevitable adoption of technological change – with, on the distant horizon, the introduction of the computer.
By 1953, the Works administration structure was revised. Production Controllers, each responsible for specific products and reporting via the Production Control Manager to the new Production Manager, replaced Section Fathers. Factory loading calculations were transferred from manual to automatic in 1954, using the existing Power Samas/Hollerith punched-card system.
 |
The Hollerith Department |
This system worked well until the computer took over in 1972/3.
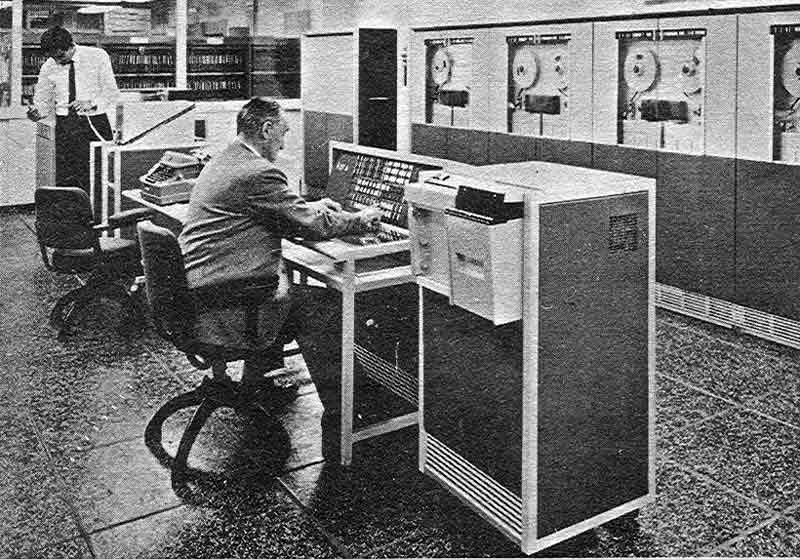
From 1960, any new procedures were introduced with future computerisation in mind. With order activity increasing in 1963, the decision was taken to proceed. A Computer Steering Committee had been set up to co-ordinate the introduction of automatic data processing and the go-ahead was given for the installation of an English Electric KDF6 machine to take over, initially, the financial functions from the punch-card machines. A second machine was installed at the end of 1969.
 |
 |
 |
 |
| The first KDF6 Computer | The second KDF6 | ||
It is interesting to look back and note that the space taken up by these computers – nearly two floors of the 1933 multi-storey block - would, today, house many hundred PCs and the computing power of each was perhaps not even equal to one of today's desk-top machines. The KDF6s’ tape-based processing methods imposed severe limits on the full computerisation of requisitioning and, between 1968 and 1973, were replaced by an IBM360 machine using magnetic disc files.
In 1966, it was decided that Pre-Planning should be separated from the Production Control Office and a new function – Operational Planning – was set up under Jack Robinson. This acted as the filter between the sales and the manufacturing departments with sales requirements being interpreted, related to load/capacity and co-ordinated – resulting in a viable programme that was then communicated to the production resources. One of Operational Planning’s major successes was the change-over to computer requisitioning.
It has been argued that the Works were more ready to embrace computerization than some other parts of the business and the development of automatic data processing proceeded rapidly. Another helpful development was also taking place in the early 1970s. Group Technology - was making great strides, particularly in the machine shop which was being re-shaped to include many numerically-controlled tools. (See also – How it Was - Investment in Machine Tools).
 |
Group Technology Component Manufacture. |
Despite all of this progress, it became apparent that production results were not up to expectations. The “progressing” of jobs through the system was not materially improved, briefing meetings – which covered one of the business sectors per day – meant a lapse of a week between reviews and the situation was becoming static and inflexible.
It was seen that the division of responsibility, with part control by the Sales Divisions through Operational Planning, and the other part controlled by the Works was leading to slow feedback of changing circumstances at either end of the programme. In 1974, it was decided that Works Management should take back overall control from Operational Planning and, with the divisionalisation of the company’s structure in 1975, (See also The History of Baker Perkins Limited), many Operational Planning functions were divided out between the Product Managers and a new “round-table2 type management structure was formed in the Works Division to replace the existing executive plan.
By the end of the 1970s, the Product Managers for each Sales Division controlled:
Although reporting to the Works Manager, they were ‘on-line’ to the Sales Divisions and wholly product orientated and responsible from sales enquiry to despatch to the customer’s site of all Works orders received from their Division. A new breed of “Section Fathers” had returned into a new environment.
Central to keeping the factory's wheels of production turning on time were:
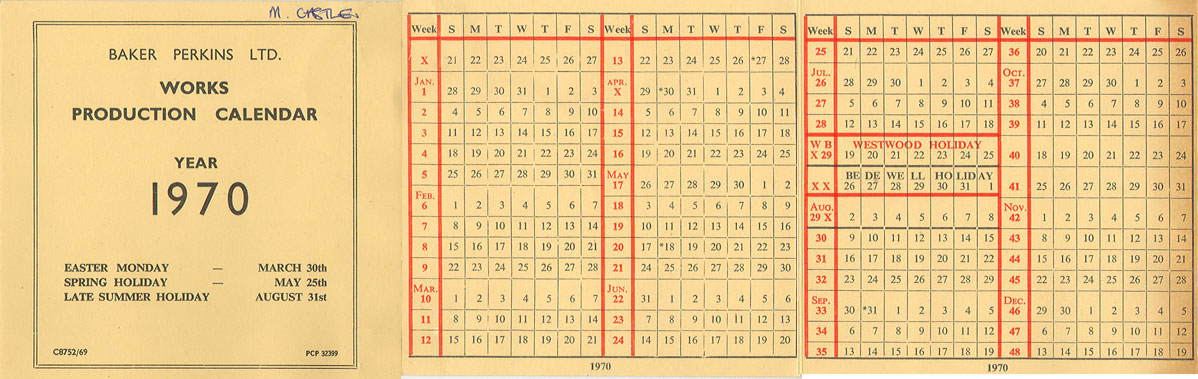
The Baker Perkins Production Calendar
Hugh Brenton recalls:
"The Baker Perkins Production Calendar was used to control the sequence and priority of work within many departments throughout the business. The main use of the production calendar was to control the priority sequence of component manufacture within the factory areas - and this is explained in more detail below.
The production calendar was arranged in week number sequence commencing with week 01 (for the first week of the year) and ending with week 48 (for the last week of the year). There were only 48 week numbers because, in four weeks of the year, very little production could take place (these were Spring Bank Holiday Week, the two weeks Annual Works Holiday and Christmas week). The production calendar showed the cross-reference between the week number and the actual date, and the calendar was re-issued annually by the Central Production Office (CPO).
The week number was displayed on boards prominently located in all the production departments so that everyone clearly knew the current week date.
Each product to be manufactured was allocated a unique works order number in the format 123/001, where the first three digits (known as the product index) indicated the type of product and the last three digits indicated a serial number (for example 001 = the first product of this type).
Each works order number had an accompanying set of works order dates in the format 42/44-48 where week 42 = the feeder shop completion date (the date for all component manufacture to be completed), week 44 = the assembly start date and week 48 = the assembly completion date. The two week buffer period between the feeder shop completion and assembly start dates was to allow for shortage clearance.
The feeder shop completion date was used to schedule the dating of each component’s operations, working back from the final operation to the material issue date, for example:
| Operation 3 | (Final) | 42/5 (week 42 day 5) |
| Operation 2 | (Intermediate) | 42/2 (week 42 day 2) |
| Operation 1 | (First) | 41/4 (week 41 day 4) |
| Material issue date | 40/4 (week 40 day 4) |
The operations were dated at three day intervals to allow for queuing, inspection and transport. A week was allowed, prior to the first operation, for the stores to issue the raw materials.
Prior to computerisation, these operation completion dates were written onto the shop floor paperwork which included a Progress Record Card, a Route Card and the Time Tickets. From these documents a precise record of the planned movement of the parts, and their respective start and finish dates, was available for all to see. The calculation of the operation due dates was a manual clerical process carried out by CPO staff. It was easy to calculate the operation due dates at 3 day intervals because they were in the week/day format rather than using a month/day system.
The movement of components around the factory often resulted in queues of work building-up at a particular work centres. In these circumstances, the week dates on the paperwork became an invaluable tool in determining which components should be given priority. The shop floor foremen and their progress chasers used the week dates to determine the manufacturing priority, working to the simple principle: “the earlier the week date, the higher the priority”.
The Production Calendar was primarily introduced for use in the manufacturing areas but, over the years, it was extended to other departments. During the 1950’s Works Scheduling Meetings were introduced to monitor all the office routines associated with a customer order. These meetings were attended by representatives from Sales, Drawing Office, Production Engineering and Requisitioning and were chaired by a senior Production Control executive. Each department reported its activities by week number (either as a target date or an actual completion date) and so the use of week numbers became accepted throughout the whole business."
 |
NOTE : This can only be a superficial introduction to the development of a highly-sophisticated department. For a more detailed history, together with examples of the paperwork used and the people who worked there, see “A History of the CPO”, written by Jim Farrow and published by the Baker Perkins Historical Society. Copies can be obtained through this website. |
See also:
The History of Baker
Perkins Limited.
Departments at Westwood Works.
CPO Social Events
All content © the Website Authors unless stated otherwise.