
|
Help | | | News | | | Credits | | | Search | | | Guestbook | | | Forum | | | Shop | | | Contact Us | | | Welcome |
Westwood Works 1903-2003 |
|||||||||||||||||
From the early days of Joseph Baker & Sons, one of the main objectives of the company has been to automate the process of manufacture of bread, biscuits, confectionery and other foods. Joseph Allen Baker saw it as his main task to – “his machines were help to end the shameful conditions in which hundreds of thousands of his fellow men had worked; they were to raise the standard of public sanitation in food production; they were to lower the cost of living for the poor”. In much later years, in the 1960’s - the age of technology and automation – when manual and clerical jobs were being taken over by machines, Baker Perkins continued to develop the levels of automation in its products to the point where, for example, bread could be made, untouched by human hand, from the bulk handling of raw ingredients to the finished, wrapped loaf.
It is perhaps ironic that the company that produced automatic plant could not itself be completely automated. The reason is that the company was a specialist engineering company, and not a production line plant. It produced one-offs and small batch quantities, not thousands of identical units as did its namesake– Perkins Engines - operating on the other side of the city. Expensive lines of automatic transfer machinery had no place in Westwood Works but the company benefited more and more from the development of automation as the 1960’s progressed. Advantage was taken of the fact that many of the technical developments in machine tools were entirely suited to the ‘jobbing’ type of production necessary within the Baker Perkins group.
Ted Thain, works manager at Westwood, produced some figures in 1967 that indicated just how versatile and complex Westwood Works was –
“In general production, there are over 100,000 job specifications in current use. Well over half a million time tickets are used every year – each time ticket representing a job that may require several operations to produce – so the number of operations completed each year runs into millions”.
There follows some extracts from the Company Newspaper - Group News- dated April 1967.
"This is the age of technology and automation. The age when manual and clerical jobs are being taken over by machines.
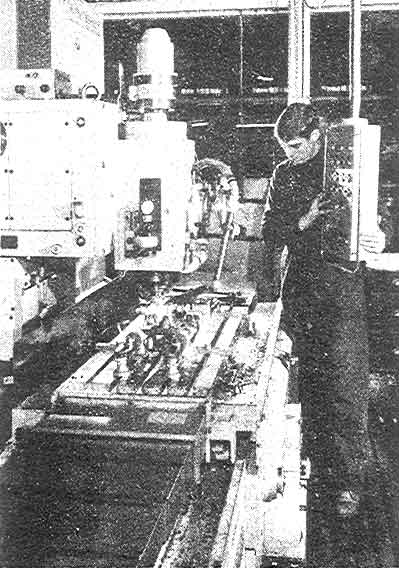 |
The first tape controlled machine tool to be ordered for Westwood was this milling and boring machine. There is a large saving on the selective work placed on this machine. |
Baker Perkins Limited has, in some ways, been a pioneer in automation. Baker Perkins designed and Baker Perkins built plants have taken automation into bakeries, biscuit factories and confectionery factories at virtually every stage of the operation. From bulk handling to wrapped loaves, for example, bread can be made untouched by human hand. But though Baker Perkins produces automated plant, the company itself can never be completely automated.
The reason is simply that Baker Perkins is a specialised engineering company, and not a production line plant. It would be completely impracticable, for example to install expensive lines of automatic transfer machinery to produce one off and small batch quantities.
Despite this, Baker Perkins is benefiting more and more from the development of automation. In fact, the company’s manufacturing facilities incorporate many up-to-the-minute technical developments. Advantage is being taken of the fact that many developments are entirely suited to the ‘jobbing’ type of production. These articles and pictures illustrate some of the new techniques.
There are six machines, four at Westwood and two at Bedewell, whose operations are guided by punched tapes; two horizontal borers at Westwood use measuring systems developed for numerical machine control; at Westwood a highly developed lathe and deep hole boring machine has been further perfected; the Westwood foundry has a brand new £60,000 Ajax electric furnace; Bedewell has a 36 station tape-controlled Wiedemann turret press.
Mr E.B. Thain, works manager at Westwood, can produce figures to show just how versatile and complex Westwood is. “In general production, there are over 100,000 job specifications in current use,” he says. “Well over half a million time tickets are used every year. Each time ticket represents a job which may require several operations to produce – so the number of operations completed each year runs into millions.”
This vast complexity proves the point that Baker Perkins could not be fully automated. But, pointed out deputy managing director, Mr L.P.Simpson, this does not mean that the company is lagging behind. “The equipment and organisation of Baker Perkins Limited are continually under review to meet modern demands and conditions, and we are in the forefront in the general engineering industry in this country.” he says.
“We can offer a quicker and more efficient service to customers as a result of our developments. With new machine tools – such as those that are tape controlled – there is greater productivity, improved accuracy and lower overhead costs so obviously you can be more economic and competitive. There is also better utilisation of skilled manpower.”
Modernisation means more than just machine tools though. At Westwood, stores have been re-organised, the works production office has a new control board giving an up-to-the-minute picture of the availability of work; there’s a new high precision load bearing fitting shop floor for printing machines; and the physical position of many of the machine tools has been changed to obtain an improved work flow.
The re-arrangement of the machine tools has made use of the system of group technology. All the machines required to produce a particular type of component – say a printing machine cylinder – are grouped together to make it unnecessary for the cylinder to travel round the works in the course of manufacture as would be the case if all the lathes, grinders and other machines were lined up in their own groups. It reduces work movement and inter-operational time."
The most important step forward by Baker Perkins into the world of automatic machine tools has been the introduction of tape controlled machines at Westwood and Bedewell.
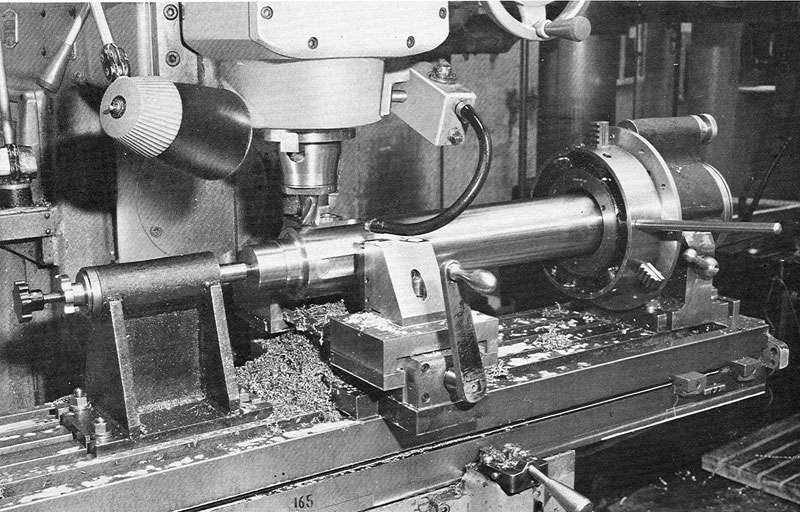
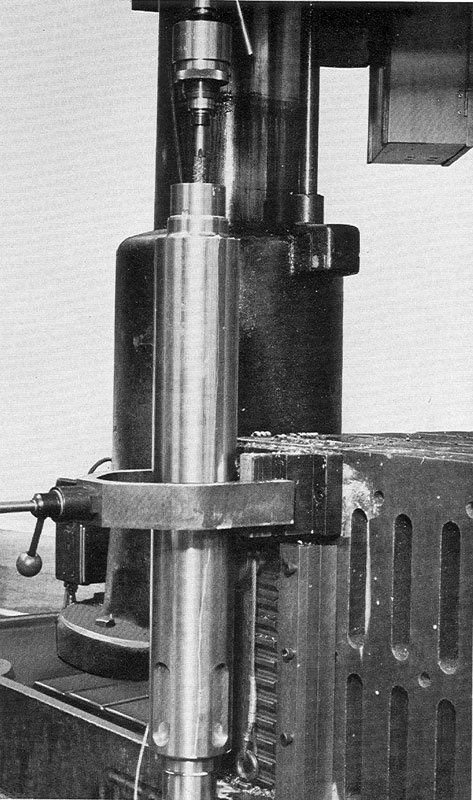
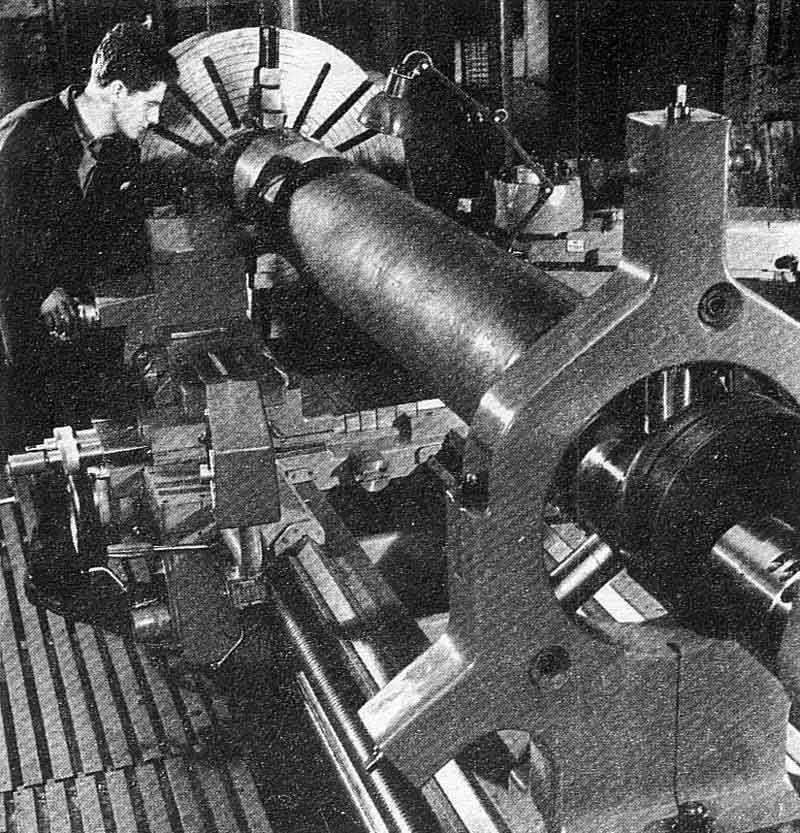 |
This is a dual purpose machine tool. It’s a lathe and deep hole boring machine that can bore holes through large cylinders. When it was bought, especially for turning and boring cylinders for “Halley-Aller” printing presses, it was already highly developed. Since then, Baker Perkins developed a way to correct the holes it bores for absolute alignment and roundness after they have been pierced. An example of its performance – it can bore a 2.3/4” hole through five feet of solid metal in just over half an hour. Before, that operation would have taken eight hours. If a 2.3/4” diameter hole is being bored, 48 gallons of oil are pumped in at high pressure every minute to lubricate the cutting head and eject the swarf. Later, that oil is pumped and filtered back into a 1,500 gallon storage tank. The alignment of the hole was accurate to within two thousandths of an inch over five feet, and the roundness accurate to within .0005 of an inch. If, say, a 2.3/4” hole was being bored, this machine would not eject all that metal as swarf – it could leave a metal cylinder within the bore, which could be used for another job. |
Numerical control of machines - tape control is only one form of it – means simply the control of machine tool operations by feeding in a numerical programme which results in automatic movement from point to point, followed by the machining operations themselves.
The physical human control of the machine tool is restricted almost entirely to the preliminary setting-up of the work piece and cutting tools.
It’s only 30 months since the first numerically controlled tool went into operation at Westwood. But their history goes back much further. Like most developments, it was a slow process of evolution. It was a product of electronic advances during the war – what today has become numerical control of machine tools started as an electric or electronic measuring system for machine movements.
Baker Perkins was connected with this in the early days when Bofor carriages made at Westwood just after the war used servo systems which were the first development of the positioning devices later used on machine tools.
It was in the U.S.A that most of the development work on numerical control took place, although two private British companies played an important part. So, as far as the Baker Perkins group was concerned, it was logical that the introduction of numerical control should take place at Baker Perkins Inc. in America.
“We watched with a great deal of interest the use of the first tape controlled drill which went into service there in 1960, and received very enthusiastic reports,” said Westwood plant engineer Mr A.P. Brockbank. “Then we decided that tape controlled milling would be the most profitable introduction at Westwood because as far as we were concerned there seemed more scope in milling than other machines. So we placed an order, on a long delivery date, for a Fritz Werner tape controlled milling and boring machine.
“Soon after that order was placed we decided to have a tape controlled drill, a Numerimite made by Giddings and Lewis, and that arrived in August 1964. We immediately found that machine to be extremely useful, and another Numerimite arrived in June 1965. In September 1965 the Fritz Werner machine was installed.
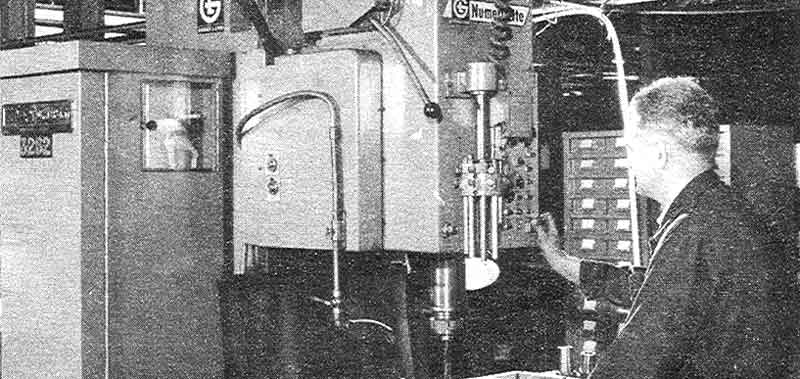 |
One of the two Numerimite drills that were the first tape controlled machine tools to be installed at Westwood. |
“Now we have a larger drill, a Richmond, at Westwood and a similar machine at Bedewell, plus a tape controlled Wiedemann turret press at Bedewell.
“The largest tape controlled machine to be installed at Westwood is on order. This is a £27,000 Asquith 2 HD horizontal spindle drill which can deal with jobs 14 feet by 8 feet in size. That should be delivered in the middle of the year.”
What are the advantages of tape controlled machining? With the tape controlled drills, no jigs are needed, and no marking out is necessary. Once a tape has been produced for an operation, it can be used again and again when another batch of the same item is needed. This applies, of course, to tapes for any kind of machine. There’s a much greater degree of accuracy too.
“What of the future?” says Mr Brockbank, “There is no doubt we shall have more tape controlled machines. We are looking closely at the possibility of having numerically controlled turning in this factory. Although we have no definite plans for this there is tremendous scope.”
Tape controlled machines are automatic machines. Like well-behaved children they do precisely as they are told – and they are told what to do by means of holes punched in a paper tape.
 |
At Bedewell, Linda Slavin operates a tape editing set. This was a multi-purpose machine used for tape production, checking and interpretation, editing, reproduction and amendment and correction of paper tapes to be used for tape controlled machine tools. |
Even though they work automatically, the machines themselves cannot decide what to do. This is a job done at Westwood by the tape programming section of the 80-strong production engineering department. At Bedewell, the programming is done by two men and two girl assistants, part of the planning department headed by Mr Arthur Nesbitt.
At Westwood, the chief production engineer, Mr Maurice Seago explained, “Not all components can be economically produced by tape-controlled machines. There must be either one batch of at least half a dozen units or repeated smaller batches to justify preparing a tape programme.”
The tape which is fed into the machine is punched with holes, each line of which represents a number or instruction. On the milling machine, the tape controls the spindle speed, the feed rate, and the positioning of the machine table. On the Numerimite drills, the tape controls the co-ordinate positioning only.
All this information has to be programmed on to the tape by the machine tool programmer. Mr Brian Crack, the senior machine tool programmer outlined the process. “The first step is to decide whether the component is suitable for tape controlled machining.
“We then manufacture the component on paper, sequencing the depths of cut, feeds and speeds, positioning and tool changes to compile a complete set of instructions (in numerical code) called the programme.”
The time involved in preparing a programme depends upon the complexity of the work piece. A simple drilling operation may take ten to fifteen minutes but a complex milling operation can take as long as a week.
The programme is passed to the girls who work the tape punching machines. These are sophisticated typewriters which punch the holes in the tape at the same time as they type the programme.
The completed tape is ‘proved’ on the machine tool by inspecting the first component produced. At Westwood this tape is green. After being proved the programme is re-punched onto pink tape to be stored in a ‘library’ and used on all subsequent contracts of the same component.
Tape programming started at Westwood in 1964 with the first tape controlled drill. There are now five programmers, all ex-works study engineers or ratefixers. To date, over 6,000 tapes have been produced for the drilling machines, which gives some idea of their scope. Many of the tapes in this library are used time and time again.
The programming section also produces operational drawings for the two co-ordinate borers, with the Ferranti readout systems. The operation drawing is compiled on similar lines to the tape programme, giving the co-ordinate positions of holes in numerical sequence. The operator sets his spindle centre and table positions from these figures using the digital readout on the machine.
To produce a programme, the programmer has to calculate the co-ordinate positions of every hole on the workpiece. This can be laborious, especially when considering the immense variety of work handled at Bedewell and Westwood. To eliminate these calculations, a new method of programming by computer has been developed.
Baker Perkins is following this development very closely, as it is much quicker and simpler than the conventional method. For example, to programme a row of, say, ten equi-spaced holes, instead of calculating ten co-ordinates, the computer would merely be told to produce ten holes at a certain pitch. This obviously saves time and reduces the risk of errors in calculation.
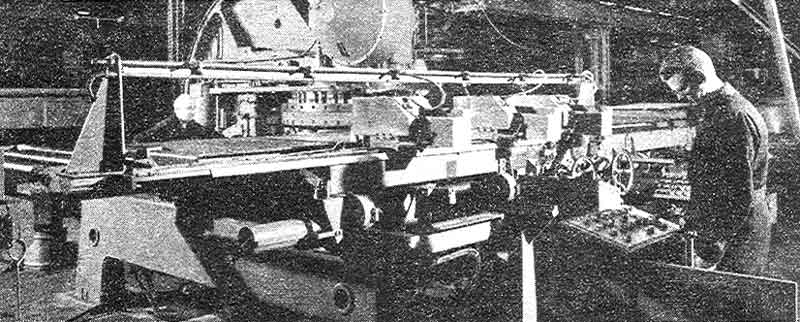 |
The largest tape controlled machine in action at Baker Perkins is this turret punch installed at the Bedewell works at Hebburn-on-Tyne. Its job is to punch holes in metal – and it will handle steel plate up to three eighths of an inch thick. |
This machine tool has a turret carrying 36 different sized punches which it can call up as and when the tape tells it to do so. So holes of any size within its range can be punched in any sequence without stopping the machine.
Says Bedewell general manager Mr E.L. Hughes, “When this machine started work last year, it completely re-organised the sheet metal production facilities. That section includes a guillotine, this punch and a press brake.
“Now, you can literally see the metal flowing through – and its installation has doubled our capacity for building ovens. It takes the physical effort out of what was a really heavy job.” It has also brought about some major re-thinking in the drawing office, in order to make the extraction of co-ordinates simpler at the programming stage.
Bedewell also has a Richmond tape controlled drill similar to the one at Westwood, and two more highly sophisticated machine tools in a floor borer and Plano mill.
The CPO - "The heart of the matter" - The 1970s, mentions the important role of the application of Group Technology in the computerisation of the Westwood Machine Shop. In the mid-1960s, Baker Perkins' associate company in Germany established a “short-turned workpiece street” operating on group technology principles. This was done in collaboration with the Aachen Technische Hochschule and Professor H. Optiz. After a visit by members of the Baker Perkins staff it was decided to investigate the procedure to ascertain the advantages that could be gained.
Logging on to Wikipedia informs us that:
Group Technology or GT is a manufacturing philosophy in which the parts having similarities (Geometry, manufacturing process and/or function) are grouped together to achieve higher level of integration between the design and manufacturing functions of a firm. The aim is to reduce work-in-progress and improve delivery performance by reducing lead times. GT is based on a general principle that many problems are similar and by grouping similar problems, a single solution can be found to a set of problems, thus saving time and effort. The group of similar parts is known as part family and the group of machineries used to process an individual part family is known as machine cell. It is not necessary for each part of a part family to be processed by every machine of corresponding machine cell. This type of manufacturing in which a part family is produced by a machine cell is known as cellular manufacturing. The manufacturing efficiencies are generally increased by employing GT because the required operations may be confined to only a small cell and thus avoiding the need for transportation of in-process parts
 |
 |
 |
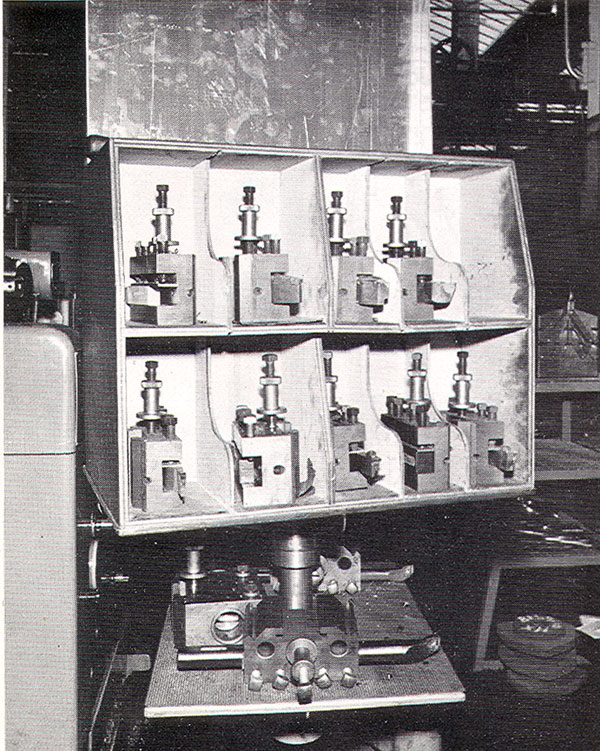 |
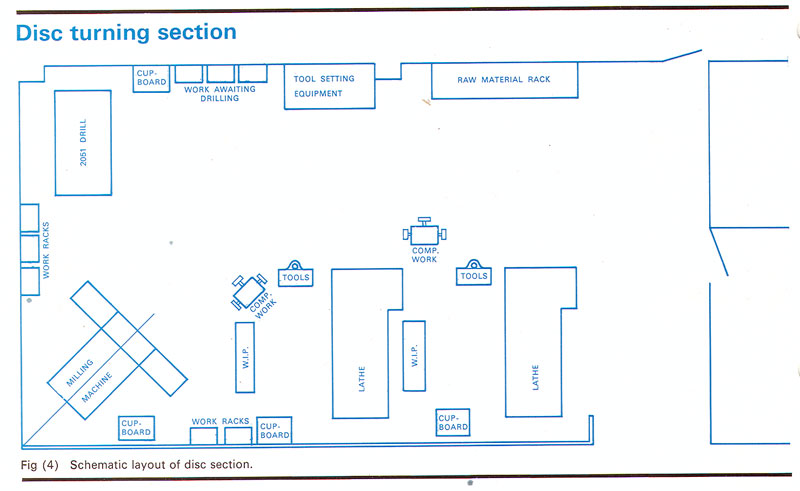
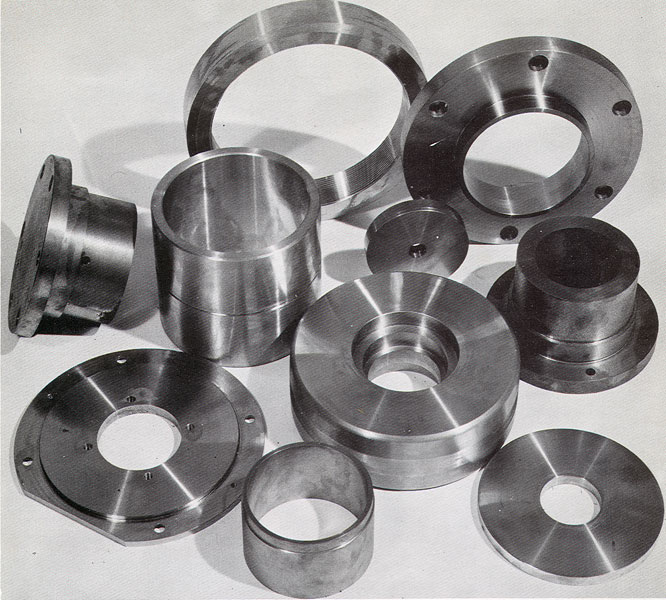
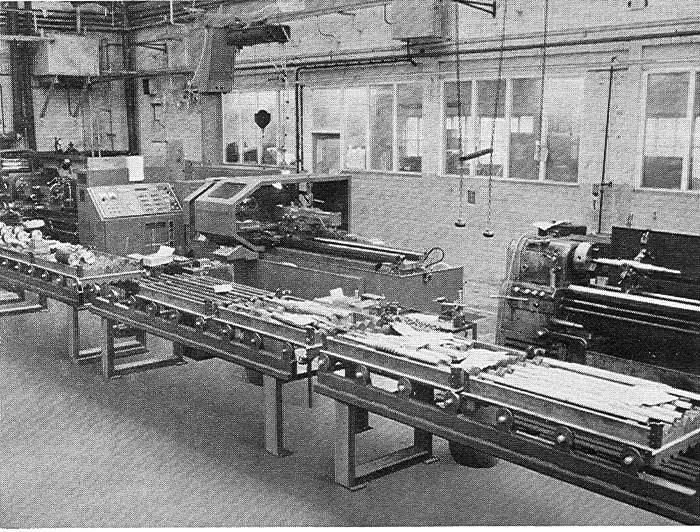
| Layout of Disc Turning Section | Typical Products | Dean Smith & Grace Lathe | Pre-set Lathe Tools |
A survey was carried out in the Westwood Works machine shop, concentrating on the turning sections. Completed work was analysed during a five week period and compared with the limitations we had laid down. At this point in time the target size range was 4” – 12” and length less than or equal to half the outside diameter.
The results of the survey showed that the percentage of work in each turning section suitable for a group technology approach and, in 1970, it was decided to proceed with the establishment of a section to handle this type of work.The manufacturing batch size ranged from one off to five hundred off, with the average being three off. 100,000 different contracts were produced every year. It was of major importance that a reduction in setting up time is achieved.
One of the advantages to be gained from component analysis for group technology was that it made possible a more precise specification of the tools used in production. The line at Westwood Works comprised two lathes, one milling machine and one drilling machine. The machines were arranged in the section to minimise the movement of components (see fig. 4) .
Normally, inter-operation inspection would take place. Under this system, however, where operator familiarity reduced sub-standard work, the necessity for this disappeared. The time saved in transport, due to machine proximity and reduced inspection, enabled the move time between operations carried out within the section to be reduced from three days to one day.
A constant review was made of the existing section and its product capability, since product lines and the component mix changed over time.The results achieved by this pilot scheme – namely – reduced through-put time, reduced transport costs, reduced setting times, reduced clerical effort in paperwork handling, and lower scrap rates, encouraged the company to consider the further implementation of the technique.
 |
 |
 |
 |
 |
 |
 |
| 1970 - The Shaft Section | Figure 1 | Figure 2 | Figure3 | Figure 4 | Figure 5 | Figure 6 |
The second complete Group Technology unit - the shaft ‘production line’ - was set up at the Peterborough factory of Baker Perkins Limited in 1973. The range of components produced in the shaft section (fig. 1 shows examples) came within the following parameters:-
The operations carried out within the section were:-
As well as a Hustler Lathe, which was used for small batch quantity production of shafts in the larger size ranges, the line had two other lathes - a Dean Smith and Grace (fig. 2) of the same capacity as the Hustler which is used to support it and for one off batch work; and a Ramo lathe for smaller diameter work. The Hustler was equipped with a closed centre compensating chuck and all work was performed between centres. Shafts requiring axial holes were bored on one of the other machines after turning on the Hustler.
Two grinding machines were employed within the section and one of these was equipped with Newall in-process gauging equipment (fig. 3). This gave the operator accurate visual indication of the size that he was grinding without stopping the machine for gauging purposes.
The milling machine has been adapted to enable the machine to produce both milled features on shafts, viz flats, squares, etc., and also keyseats. Special holding equipment has been designed for it i.e. chuck, centre and self centring vice, that facilitates the quick setting of shafts and presents them in the correct plane and relationship to the cutter (fig. 4).
Holes, perpendicular to the axis of shafts, were drilled on a radial drilling machine equipped with a universal drilling jig that enabled the operator to set his own centres without the need to incorporate a marking out operation. Holes parallel to the axis were positioned by drill plate, except those on centre-line, and the shafts supported in a special purpose fixture that allowed the operator to set the height of the shaft relative to his spindle without the need to enter his drilling pit and devise a suitable set up (fig. 5).
Work handling devices were given a lot of consideration (fig. 6). All the machines were linked with a roller conveyor, the work pieces being carried around the section in purpose built pallets. All the machines in the section were served by jib cranes with restricted travel to prevent the operator from putting work on to the floor.
Finally, the inspection process was also given consideration. A Newall-OMT shaft inspection unit gave the inspector an accurate visual check of diameter, concentricity and lengths between steps at one setting.The shaft line quickly became profitable. Costs were halved and times reduced from 3 days between operations to one day. Deliveries were reliable and major side benefits include much easier and direct production/progress control. These achievements, together with the design of the special equipment and work handling system, have been possible because all shafts now being produced in the factory have been subject to careful scrutiny and analysis.
In the experience of Baker Perkins, who had over 100,000 component job specifications in current use for its bakery, biscuit, printing and chemical machine products, the implementation of Group Technology was basic engineering that could be handled by ‘in-house’ personnel provided that the information on component families was reliable.
TO BE CONTINUED
All content © the Website Authors unless stated otherwise.