
|
Help | | | News | | | Credits | | | Search | | | Guestbook | | | Forum | | | Shop | | | Contact Us | | | Welcome |
Westwood Works 1903-2003 |
|||||||||||||||||
 |
 |
 |
 |
 |
 |
 |
| 6" Howitzers | Twin 6 Pounder mountings | Machining gun mountings | 40mm Gun mountings | 25 Pounder gun carriages | 25 Pounder - many of which were used at El Alamein | 40mm Anti-aircraft equipment |
 |
 |
 |
 |
 |
 |
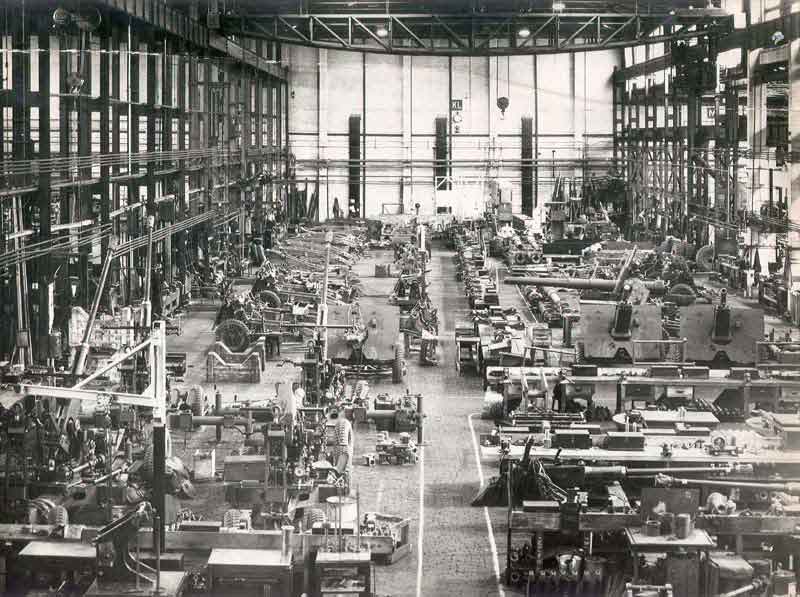 |
| 4.5" Gun | More guns for the war effort | Mobile bread-making plant | Mobile bread oven | Ready to feed the Troops | The Fitting Shop full of Guns | At full stretch for the War effort |
 |
 |
 |
 |
 |
||
| 6 Pdr Anti-Tank Gun | Twin 6-pounder AA Gun | 2 Pounder | 95mm Infantry Howitzers | AA Bofors |
 |
Dick Griffin (later of the Oven D/O), volunteered for the Navy at 17 years of age in 1945, prior to the Malaysian emergency or National Service. In 1946/47 he served with 806 squadron (Sea -Fires) on HMS Glory, a light fleet carrier, as an air mechanic (engines). Glory carried out exercises off Ceylon, Singapore and Hong Kong with periods ashore at the Naval Air Stations. At one of these HMS Simbang (Singapore) a Baker Perkins built mobile field oven was on the airfield along with the remains of Japanese aircraft and Japanese POW's were still engaged in clearing up the area. |
| 1946: Dick Griffin with a Mobile Oven in Singapore |
In the late summer of 1939 a train load of 1914-1918 War vintage 6" howitzers was delivered to Westwood for conversion from wooden wheels and horse traction to pneumatic tyres and motor traction. Some of these guns had been made at Westwood during WW1 (see here) The job was started but then priority had to be given to the production of 25-Pdrs and 5.5" guns. Then developments at Dunkirk changed priorities again and "a terrible rush ensued". Not all of this order could be fulfilled as some of the guns which were to be converted were lost at Dunkirk.
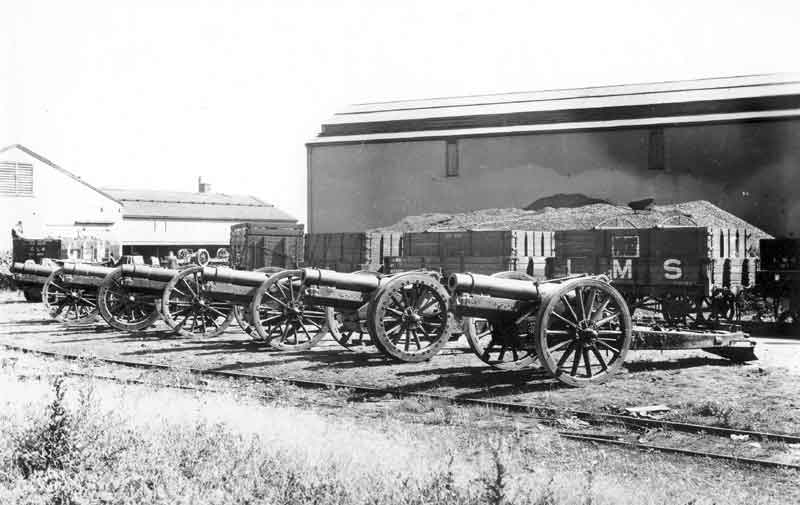 |
Some of the 1914/18 vintage 6" Howitzers returned to Westwood Works for refurbishing. |
It is worth taking a look at some of the individual weapons manufactured at Westwood in WW2 and illustrated above.
(NOTE: Many of the sights fitted to the guns assembled at Westwood works were manufactured at Rose Brothers, Gainsborough and at The Forgrove Machinery Company, Leeds).
In his book - "Wartime at Baker Perkins" - (see above) - Ivor Baker wrote:
"By early 1940 we had already reconditioned one hundred and fifty-seven 6-in Howitzers which, by the way, we had had a hand in making during the 1914-18 conflict; meanwhile the conversion of our works and organisation from peace to wartime footing had become well advanced, for we had determined at the outset that every interest must be subordinated to that of winning the war, and our capacity to contribute towards that end was of no mean magnitude; commercial business was deliberately relegated to last place, indeed practically eliminated in the knowledge that no consequences of such a policy could be so disastrous as defeat at the hands of the enemy. Now we are making guns – then more guns – then bigger and better and more and more guns.
At the outbreak there had been one hundred and twenty draughtsmen at Westwood Works, but temporarily we had to relax the unremitting attention to research which had long been a source of our commercial success, and design and development of the Company’s specialities gave way to a spate of drawings for jigs – a jig being (for the information of others than engineers) a device for holding and properly locating a piece of work while it is being machined, so as to save time and reduce cost in comparison with making many duplications of the same thing individually.
We had been fortunate in having a Staff of Draughtsmen highly competent to jig this all important work on which we were embarked and the nation was in dire need of such men. Admiralty and War Office clamoured for them and we were ready to release them as they were anxious to volunteer the moment that others’ needs appeared greater than our own. Thus many migrated to Woolwich Arsenal, Enfield, and elsewhere, through remaining members of our permanent staff and the depleted Drawing Office carried on as best it could.
Simultaneously, pressure on the Works increased and men accustomed to devoting their engineering skill to sustaining and amplifying life became absorbed in the means of destroying it; from Foundry, where our foundrymen had to adjust their familiar technique to the peculiarities of casting steel – to Despatch Department where new knacks in handling had to be acquired, every man, each in his own trade, combined indifference to excessive toil with that genius for adaptation which is said to be characteristic of our race.
It was by special request of the Ministry that our Foundry became a Steel Foundry; fortunately we had installed shortly before the war the latest type of electric melting furnace and, being granted priority for the acquisition of two more of these, our foundrymen were soon making a substantial contribution to the Nation’s total output of steel castings. Men who had specialised in engraving biscuit cutters came to realise their skill in making breech mechanisms; the Plating Shop, where our peace-time products were merely embellished, found itself building up worn or otherwise undersize parts to standard by hard nickel deposit; as the number of machine tools in the Shops more than doubled, no new tool stood idle, for so large a proportion of our men were highly skilled there was never a shortage of “Setters-Up” and dilutee labour very largely women could be trained and absorbed smoothly whatever other difficulties had to be surmounted.
In these and in innumerable other ways we re-organised, improvised, adapted, extended.
We believe we were the first Contractors to create on their own premises a range for the proof firing of big guns, but by that time so revolutionary had been the changes in our lives that our capacity for astonishment was dimmed and neither the novelty nor the noise of it occasioned much comment".
Although Baker Perkins successfully produced many guns and other military equipment as described in "An Amazing Effort" below, things did not always go according to plan. At the start of the War, the men at Westwood were not fully prepared for the new production methods that would be imposed on them by the Chief Inspector of Armaments (CIA) and there were often significant differences of opinion as to how to tackle some of the jobs efficiently. These problems took some time to resolve. One key point of contention was the amount of machining time required on the many very weighty forgings and castings forming key components of the guns - not only to reduce them to size but this was often followed by many hundreds of man-hours spent drilling holes simply to lighten the part. On top of this, the requirement by the CIA for what were considered to be unnecessarily fine finishes on mating components - failure to meet these resulting in immediate scrapping of the component - was seen as wasteful of precious resources.
Take the example of a simple wooden seat for a soldier to sit on when adjusting the bearing and elevation angles on a field gun. He needed somewhere to put his feet to steady himself. A foot-rest bracket like this was provided on the two pounder anti-tank gun; its requirements however were that the bar of steel which supported it should revolve on its bearing housings as freely as a crankshaft in an engine! If not, the whole assembly was scrapped!
Similarly the split trail assembly of the powerful 4.5” and 5.5” Howitzers, which were open when the gun was in action but closed to carry the locking pin and towing hook, had to be machined and ground to a very high finish when all that was needed was for the two sides to flatten up together and be held by a hinge pin!
Westwood, and Josh Booth in particular, were convinced there had to be another approach if the rapidly escalating demand for guns was to be met. The superb re-design job that Josh Booth did on the Recuperator for the 25-Pdr Field Gun - with his fabricated version losing only 10% of its weight in machining compared with the original 12cwt (600kgs) forging that lost two-thirds of its weight during machining - proved that another approach was possible. The effect on the output of guns at this critical time is obvious. The CIA inspectors who had come from Woolwich were prevailed upon to show the Westwood men what was needed” and ultimately common sense prevailed. For some operations, highly skilled Westwood craftsmen were permitted to inspect and to stamp their own work. Other examples of the application of Baker Perkins' expertise to solving armaments production problems will be seen below.
These differences with Government departments were ironed out in time with many of the Baker Perkins methods being adopted throughout the country and the output from Westwood rose rapidly.
Westwood had made it known to the Ministry of Supply that they needed machine tool equipment, particularly a large Plano-Mill. By a fortunate twist of fate, a French ship containing machine tools bound for France from the USA had been captured by the Royal Navy. One of the machine tools on board was a huge Ingersoll Plano-Mill that soon found its way to Westwood where it was quickly put to good use.
A major task when machining the Recuperators mentioned above was the boring of the three holes in the recuperator forging. This was a specialist task requiring special deep boring lathes. Nine months delivery and high prices were quoted. Josh Booth sketched out the design on the back of a matchbox while being driven back from Manchester by Ivor Baker. And so Baker Perkins' own designers and production engineers put pencil to paper. The huge beds were cast in our foundry and machined in our machine shop and, twelve weeks from the decision to make, the first deep boring lathe complete with high pressure cutting oil and swarf-and-oil separation and recovery, was in operation at 1/3rd of the quoted cost.
Westwood urgently needed more milling machines but long delivery was out of the question. Drawings, patterns and core boxes were borrowed from Alfred Herbert, the famous machine tool company in Coventry, and Westwood cast, machined, built and operated its own battery of vertical milling machines.
It is worth noting that Westwood was not the only place where problems with Government inspectors occurred. John Hunter had the responsibility for dealing with all Ministry of Aircraft contracts at Rose Brothers (Gainsborough) Ltd during WW2 and recounts similar experiences here.
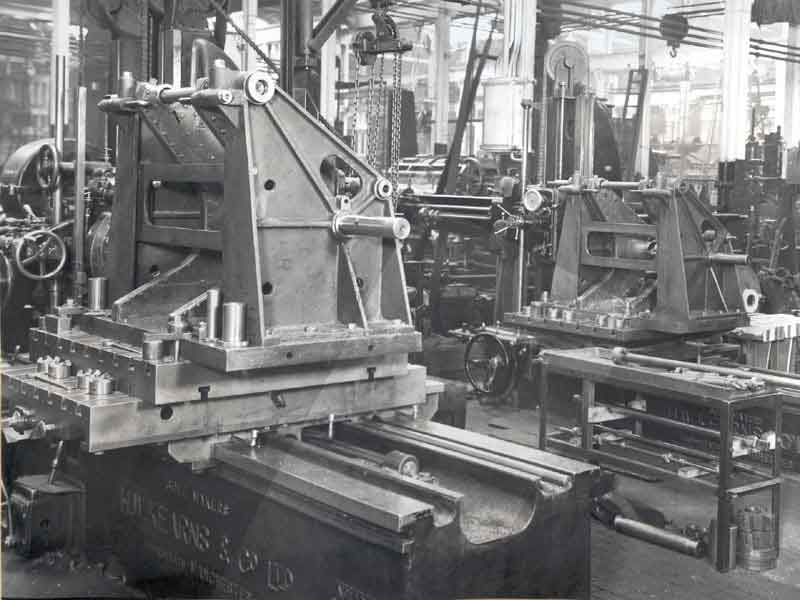
In October 1938, a member of the Department of Industrial Planning (the forerunner of the Ministry of Supply) visited Westwood Works as part of a tour round the country to find capacity for making anti-aircraft gun carriages. The Company were asked to quote for producing the 4.5" AA Gun Cradle and the RH and LH Gunners' Platforms.
The 4.5 inch AA Gun was a British heavy anti-aircraft gun developed from the Royal Navy's 4.5 inch gun, and used for the defence of naval installations and large cities. It fired a 55 lb high-explosive shell to a height of 35,000 feet with a muzzle velocity of over 2,000 feet-per-second.
The Cradle was a formidable steel casting weighing over one ton requiring the acquisition of a huge new horizontal boring machine with an extra-high column. After visiting the Royal Ordnance Factory at Nottingham to see how these parts were being made, Josh Booth designed special jigs and fixtures to do the job in far less time then the Ordnance Factory. The first two cradles were delivered in April 1939 and, ultimately, Westwood turned out 60m Cradles and 50 pairs of Gunners' Platforms.
Jim Deboo recalls that a battery of these anti-aircraft guns was installed on the Grange playing fields at Westwood. "When they were fired, the discharge lit up the sky like lightning and the noise level was tremendous".
|
|
 |
 |
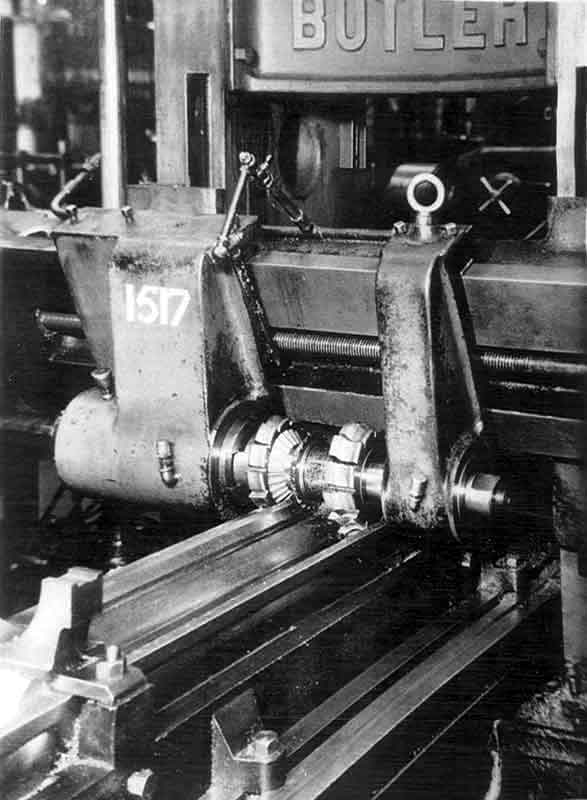 |
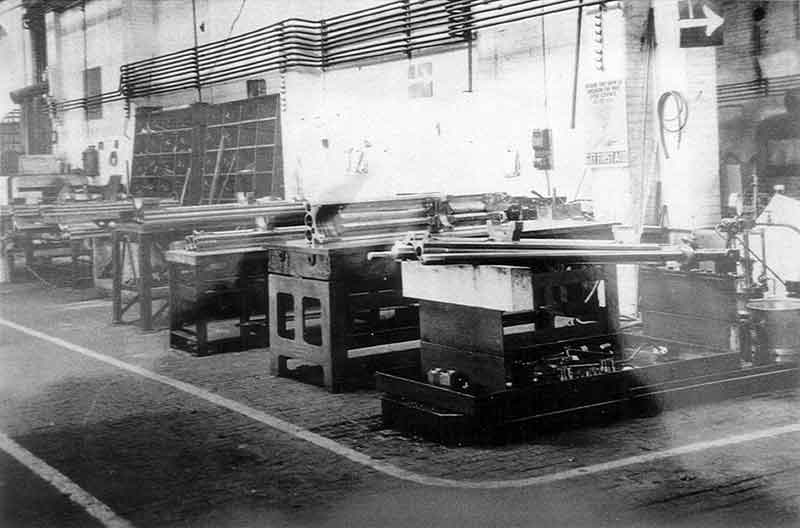
| 25 Pounder gun carriages | 25 Pounder - many of which were used at El Alamein | 1940: Line of 25 Pndr carriages awaiting Barrels | 1941: Recuperators in the Fitting Shop | 1941: Machining the 25 Pndr Recuperator on the Plano-Mill |
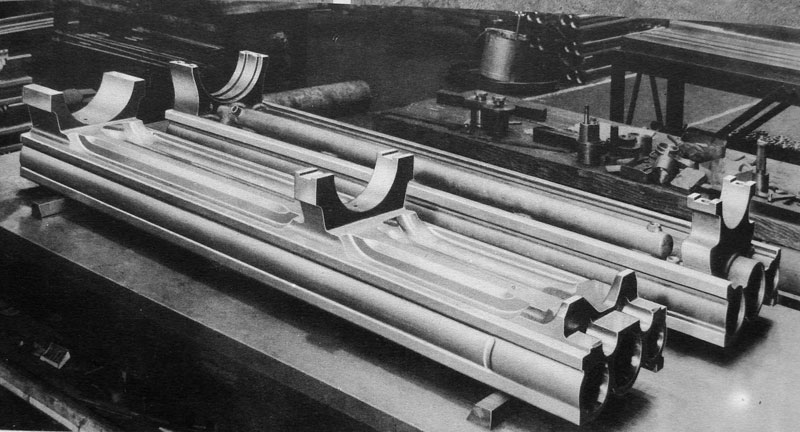
As early as 1937, Baker Perkins were involved in making preparations for national defence. War hadn’t even started when Baker Perkins had taken its biggest ever order, worth more than half a million pounds. The Ministry of Supply wanted 300 25-pounder guns and 100 5.5” Howitzer carriages and new lathes and tools had to be specially made for this job. Equipment needed to make them was too busy elsewhere to be spared, but the problem was overcome with such success that Baker Perkins eventually made 2,000 25-pounders. After seeing the designs and methods of manufacture then being used by the Ordnance Factories to manufacture various guns, Baker Perkins' engineering skills were used to re-design and/or re-organise the way in which many parts were manufactured. In particular, the forged recuperator on the 25-pounder was replaced by a welded fabrication - reducing cost and, more importantly, significantly increasing the production rate. There were only two drop-hammers in the country capable of making such a large forging and these were too busy making crank-shafts for Spitfire and Hurricane engines. The ingenious Josh Booth thought that the recuperator could be welded up out of thick-walled tubes and blocks and decided to make the experiment. This did not go down well with officialdom but Josh Booth went ahead and tested two out on 25-Pdrs with very successful results. The original one piece drop forged steel block weighed about 12 cwt (600kgs) and was reduced to one third of its original weight by machining, whilst the fabricated component only lost 10% of its weight in machining, an immense saving of eighty-seven man hours per recuperator. It was officially admitted that Booth had carried out a wonderful piece of work and the Booth recuperator became the standard on all 17-Pdr and 25-Pdr guns manufactured throughout the country.
 |
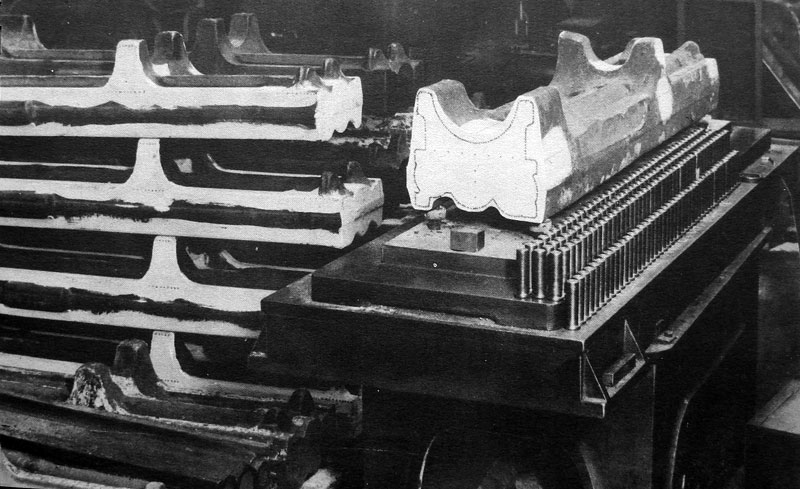 |
| Fabricated recuperator - 25-Pdr machined forging in front, 17-Pdr welded tube design behind. | Original drop forging. |
It is interesting to note here that the manufacture of Recuperator mechanisms called for special lathes. Although the guns that they would help to produce were needed urgently, Baker Perkins were quoted a very high price and a 9 month delivery. It was decided that Westwood would have to make the six lathes itself and Josh Booth sketched out a design - "on the back of a matchbox" - as Ivor Baker drove him back from a meeting at Manchester. The first lathe was actually in use within 12 weeks of the Westwood designers putting pencil to paper, the average cost of production (which was a charge borne by the community) being less than a third of the price that had been quoted.
Some 3,000 of these welded recuperators were made at Westwood Works. The 25-pounder became the standard artillery piece for the British Army.
The idea of a gun to replace the 18-pounder and 4.3" howitzer and fulfil the dual role of gun and howitzer arose in 1918 and was revived in 1928. A pilot model was made in September 1930 and production began in 1935; the gun was already in service at the time of Dunkirk in 1940.
The calibre of the gun was .345" and the 25-pound shell had a range of 13,400 yards. High explosive, armour piercing or smoke shells were used and instead of fixed ammunition the 25-pounder employed a separately loaded shell and cartridge, permitting different charges of propellant to be used. The gun and its limber, carrying ammunition, was towed by a "Quad" -a four-wheeled, four-wheel drive tractor with an excellent cross-country performance and providing seating accommodation for the complete gun detachment.
One further innovation not known widely at the time was a demountable 25-pounder gun. Nowadays it is a well-known sight to see a huge helicopter carrying a field gun or a jeep etc in a sling suspended from the aircraft. In those days however that was not possible. However Baker Perkins made many 25 pounder guns in easily assembled pieces which could be dropped by parachute to our troops, assembled on the ground and put into action speedily. These was used with great effect in for example jungle warfare in Burma.
NOTE:
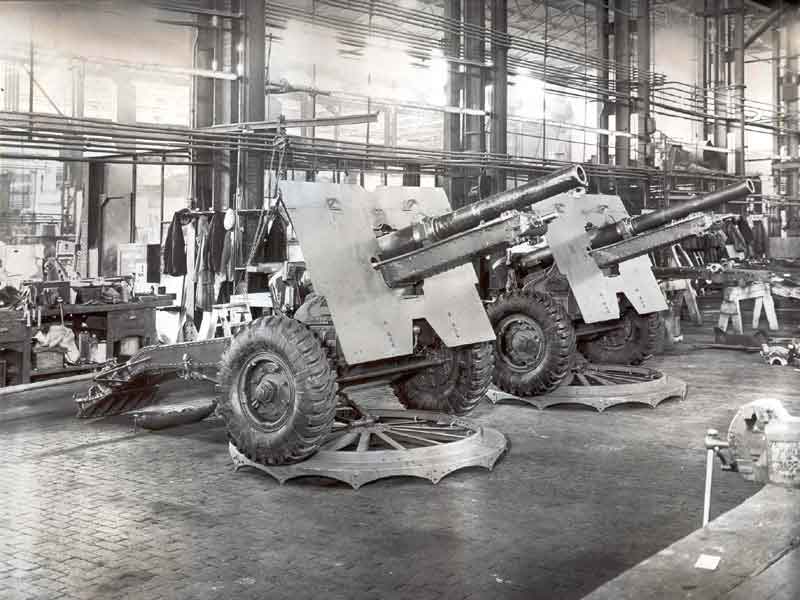
The second part of the September 1939 order from the Ministry of Supply was for 100 4.5"/5.5" Gun/Howitzer carriages. A.I. Baker recalled:
"The design was not in a finished form when we received the order and it was some considerable time before we got complete sets of drawings. Pilot models were rushed through by Nottingham Ordnance Factory and when they came to be proof-fired they found certain faults which had to be put right on the drawings. We had many hundreds of alterations before we got into production. but in spite of these delays, we produced our first complete carriage in June 1941".
After producing 60 of them, Baker Perkins were asked to change over from the riveted to the welded design. After more delays and a great deal of re-organisation, production continued and Westwood made this carriage throughout the whole of the war. The last ones were made in August 1946 and, in all, 376 were produced, output reaching a rate of 12 per month. (A photograph and a superb water-colour of these guns are produced in Sir Ivor's book - "Wartime at Baker Perkins" reproduced in "Memories of Westwood Works in WW2" above - the second and third illustrations from the right in the third row).
The British Army relied heavily on this Medium Field Artillery gun/howitzer, it being possible to fit a barrel of either 4.5" or 5.5" calibre to a common carriage. Many of the Westwood-produced guns played their part at El Alamein and in the liberation of France following D-Day.
Originally developed in the mid-1930s, the Two-Pdr was no match for the heavier German tanks that it came up against in the North African desert. It did however fare somewhat better against the more lightly armoured Japanese tanks in the Far East.
In January 1939, Westwood began production of the Top Carriage and the Elevating and Traversing Gears for the Two-Pdr. The Traversing Gear was the main precision part of the gun - "an extremely tricky little piece of apparatus" - being a two-speed system, giving fast movement for target acquisition and a slower movement for precise aiming.
Production soon accelerated to 80 per month with a total of 1,850 being turned out.
Even prior to the start of WW2, it was realised that the 2-Pdr would be soon out of date and the design for a 6-Pdr was begun in 1938. A prototype was test fired the following year but development was then put on hold until needed. The Fall of France and the loss of several hundred 2-Pdr guns left the British Army severely short of anti-tank guns and this, coupled with the poor performance of the 2-Pdr led to a proposal to develop the 6-Pdr. However, to get this into production would have absorbed all of the resources then used to produce the 2-Pdr and as, in 1940, a gun in the hand was worth any number in the pipeline - along with the fact that the troops were familiar with the 2-Pdr (and would need re-training on the new 6-Pdr) - meant that 2-Pdr stayed in production at the expense of the 6-Pdr.
The Ministry of Supply first placed a contract for 400 guns in June 1940, but it was not until the demand for the 2-Pdr was satisfied, that the first 6-Pdr guns appeared in November 1941. Westwood Works did not receive its first order for complete 6-Pdrs until August 1941 and turned out the first one in July 1942, building up to a rate of 50 per month. At this time, a considerable number of companies were producing the Gun and production ceased at Westwood when 550 had been completed.
We are grateful to Gordon Steels for the following:
"This is the story of how a very young apprentice unknowingly played a very minor role in the hybrid 17/25 Pdr anti Tank Gun that was put together in haste to stop the new German Tiger tank introduced into the 1942 battle for Tunisia.
Some time ago I bought a book at a charity stall titled ‘Artillery’ by a John Batchelor Ian Hogg, and one section dealt with the 17/25 Pdr anti tank gun. It related to the first battle with the Tiger tank when the 8th Army, which had chased the German Africa Corps from El Alamein to Tunisia, joined with the American 1st Army which had landed in Algeria.
The book stated that the 6 Pdr anti tank gun, the then standard British anti tank gun, (produced by Baker Perkins), only just held off the attack by the new Tiger tank. The book also states that 17 Pdr anti tank barrels were quickly flown to North Africa and fitted to existing 25 Pdr field guns to convert them into anti tank guns. The high chassis of the 25 Pdr field guns were not ideal for anti tank engagements where a low level of concealment is necessary, but it was a stop gap compromise to meet the new German threat.
Looking at the photograph in the book, I realised that the long 17 pdr barrel was anchored down in a split saddle at the very end of the recuperator component whereas the 25 pdr block has the saddle mid-way along the block for the shorter 25 pdr barrel. It means that it is almost certain that the new recuperator blocks would also have to be sent with the 17 pdr barrels to convert the existing guns to an anti tank mode.
The recuperator block is a component about five feet long with three bored and honed holes the length of the block and fitted with pistons. It carries the gun barrel which is fixed at the breech end with hemispherical keyways and held down in the centre of the block in a split saddle. The block is pressurised with compressed air which cushions the gun recoil as it fires, the recuperator block and barrel assembly sliding in a trough which is part of the gun chassis".
Baker Perkins’ engineers had the idea to produce a simpler fabricated recuperator from thick walled tubes in place of the original one piece drop forged steel block. At this time, the 17pdr gun was not in being and the first fabricated recuperator block prototype was produced with the 25 pdr field gun in view. (See "The 25-Pounder Field Gun above).
Reading the Artillery book opened up old memories for me, and so now to my very minor roll in the production of the prototype recuperator block as I remember it.
When heavy objects are electrically welded together, the conduction of heat at the point of welding to the mass of metal can affect the degree of fusion or penetration that takes place at the weld. Although the weld can be made to secure the components together, it can be a weak one with poor penetration, which is no use for a highly stressed component such as a recuperator which has to absorb the shock of a gun firing.
A solution is to heat up the components in a furnace before welding so as not to take away heat at the point of the weld and so help to get a good weld penetration. To keep the fabrication hot in the welding jig, someone had the bright idea of using the Baker Perkins design of electric heaters which were used for ovens and which happened to fit inside the length of the tubes of about three inches diameter.
It was usually the job of an electrical apprentice to hand-wind the spiral elements onto a small motor-driven mandrel, usually about 0.25 inches in diameter. The element is then stretched and wound around an assembly of ceramic spirals threaded onto a 0.375 square bar.
At the time it was my turn to wind elements, I think, for an electric oven for a navel vessel. Mick Mitchell, my foreman, handed me a reel of heavy resistance wire and instructed me to drop everything and to wind coils of a certain size and length and to get on with it straight away with no questions asked.
I found that my hands were not strong enough to guide the heavy wire onto the mandrel. (The health and safety people would have a fit today if they saw the then practice), so the task was handed over to Colin (Bocky) Bird who had hands of leather and could, when necessary, lift a live crane conductor back onto its supports with bare hands. So my part was relegated to stretching the elements and winding them onto the ceramic bar assembly.
At the time I had no idea what they were to be used for, and in those days we were not encouraged to ask questions. To this day I still do not know if they did the job and were used later on production recuperators.
So here to the end of the story.
If it were not for the Baker Perkins engineers’ original idea of fabricating the 25 pdr recuperator block and subsequently used at short notice to house the 17 pdr anti tank barrel to convert existing 25 pdr field guns to hybrid anti tank guns, the history of the Tunisian tank battles might have been somewhat different. It would have been impossible to get modified drop forgings and in any case they would have taken a long time to machine.
I do recall seeing a number of 25 pdr field guns under construction in the fitting shop being converted to the long barrel type, but I did not know then that they were stop gap 17/25 pdr anti tank guns.
Later, newly designed 17 pdr anti tank guns with squat chassis were produced, using the Baker Perkins fabricated recuperators on all 3000 of them".
Gordon Steels
April 2009
|
| Twin 6 Pounder mountings |
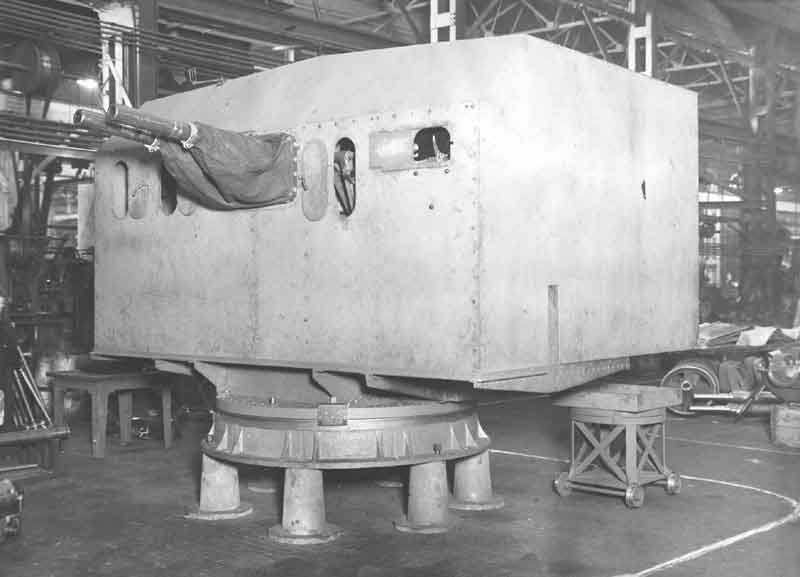
The origins of the Twin 6-pounder go back to the early 1920s, when the Royal Artillery Committee was asked to investigate the possibility of developing a rapid fire equipment to counter the threat of attack by Motor Torpedo Boats to harbours and fleet anchorages, and should also be capable of engaging low-flying aircraft. By 1925, after various trials, a design was submitted in which two 6-pounder guns were fitted with semi-automatic breeches and placed together in a cradle on a pedestal mounting. The mounting would also accommodate the gun layers and loaders, and would be protected at the front, sides and roof by an armoured shield.
In 1928, the first equipment was ready for trials, and these continued until the early 1930s and the new equipment was formally approved for service on 28th February 1934, the first production models being installed as part of the Singapore defences in 1937. The first installation at home was at Eastern Arm Battery. Dover, just prior to the start of the Second World War.
In March 1939, Baker Perkins was invited to Woolwich Ordnance Factory to see the new Twin 6-pounder and were asked to consider undertaking the whole job. This was a much more serious proposition than anything that the company had been asked to do previously as it was a mounting of considerable size. However, it included work for almost all the departments - a considerable amount of fabrication for the Plateshop, castings for the Foundry, all types of machine work and a lot of fitting. After a lot of preliminary study and a tremendous amount of preparatory work before it ever reached the factory, the first gun was turned out in March 1941.
As the war progressed the demand for the new equipment increased, far outstripping supply. By the end of 1942, 155 twin 6-pounders had been approved for service in 31 different locations worldwide.
Designed to deal with fast enemy MTBs and E-boats which would dash into UK ports, shoot up shipping and dash out again at incredible speed, most of the gun consisted of tough naval bronze components to withstand salt air corrosion. It was elevated and traversed rapidly on superb bearings, and these guns were particularly successful in the defence of Malta (see below).
Special versions were built having automated elevation arrangements such that they could be trained say on a headland or harbour wall terminus and would automatically elevate or depress in phase with the tide so that when called into action they were immediately “on target”. Later some Baker Perkins designers worked on an adaptation of this idea whereby the guns of a destroyer would remain on target irrespective of the roll of the ship.
In operation the line layer would lay the vertical crosswire of his telescope on the bow of the target, the elevation layer would lay the cross-wires of his telescope on the waterline of the target, they would then shout on ‘target’. The order would then be given to open fire and the loaders would smack the firing levers on the breeches. After firing they would immediately load another round and fire again, this would be continuous until the order to cease fire was given. Rounds would be supplied to the loaders from trays on the mounting; these in turn would be replenished from trolleys that ran around the rear of the gun emplacement. With such a drill a high rate of fire could be obtained 72 rounds per minute being the norm, it is not surprising therefore that the gunners knew this as ‘hosepipe’ fire.
To enhance the efficiency of the gun laying, the No.1 in command on the gun mounting was provided with a telescopic sight, line and elevation controls, with these he could watch the fall of shot and make minor corrections to ensure a hit without effecting the other layers’ telescopes.
(With acknowledgements to Jeffery E. Dorman)
The gun was such a success that Baker Perkins was asked to redesign it for ant-aircraft work. A.I. Baker recalled - "The official Armament Design Department was extremely busy and we were asked if, in conjunction with the Design Department, we would take on the Drawing Office work necessary. We were not gun designers but by this time we began to feel we knew something about it and agreed to do so. We encountered a good many problems but were successful and we made quite a large quantity of sets of conversion parts for altering all the mountings which were scattered about the world, defending harbours and estuaries in all parts of the Empire".
The Navy also took an interest in the twin 6-pounder and in 1944 and Baker Perkins were asked the adapt the Gun for yet another purpose. Many problems were encountered and a really major re-design was necessary. Six sets of equipment were ‘navalised’ and mounted in the ‘A’ position on escort vessels operating in the English Channel to counter the threat of ‘E’ boat attack.
The Twin 6-pounder contributed significantly to the heroic defence of Malta in 1942 and the gun can be seen in action in the 1953 film - "Malta Story" starring Alec Guinness, Jack Hawkins, Anthony Steel and Muriel Pavlow.
 While on the subject of the defence of Malta, in July 1942, the Company received this telegram from Lord Gort, Governor and C-in-C Malta:
While on the subject of the defence of Malta, in July 1942, the Company received this telegram from Lord Gort, Governor and C-in-C Malta:
NOTE: Although as is stated earlier, the Twin 6-pounder was adapted for an Anti-Aircraft role, it is likely that these modifications were not made to the guns deployed on Malta until after the "Battle of Malta" and it is possible that Lord Gort's remarks refer to the 40mm Bofors AA guns built at Westwood and mentioned below.
By the end of the war, there had been a gradual run-down of our Coast Defences, but the twin 6-pounder installation programme continued, as did the manning of the Anti-M.T.B. batteries for fear of a ‘last gasp’ enemy attack.
Post war, the twin 6-pounder remained in service until the abolition of Coast Artillery in 1956.
Jim Deboo, who had joined Baker Perkins in January 1938, soon became involved in War Work and remembers working on the Twin 6-pounder:
"I had the ‘privilege’ of working on the prototype made at Westwood and then on the subsequent production models. Apart from the main frame and the supporting base, pretty much everything else was made from Admiralty bronze. I machined the transfer gear boxes (peculiar angles) for worm and worm-wheels – the main trunnion band casting and the casting carrying the gun barrels and the spring and hydraulic recuperation cylinders.
The huge cast steel base just fitted on our largest vertical borer [manned by Ted Chumely] and after very accurate machining was then ground. A huge steel ring was then inserted (to make what was, in effect, a huge roller bearing). This ring was hardened (Dick Bird – a foreman supervised this by using an intensely hot flame and instant water cooling). The hardened track was inclined at a slight angle to match the taper on the hardened rollers.
It was possible to push the whole gun round freely before the guns were connected for driving when in operation.
We were told that in some installations the angle of elevation/depression could be set, say, on a headland or entrance to a harbour, and then it would raise and lower itself in phase with the tide. Thus if an E-Boat rushed into the harbour it was then only a question of horizontal traverse to shoot the E-Boat out of the water!
Albert Newby, whom I succeeded as Apprenticeship Supervisor in 1947, later worked in the old experimental bay, adjacent to the old CPO, on a device fitted to some destroyers to maintain the correct angle of elevation of the ship’s guns firing starboard or port irrespective of the roll of the ship! "
NOTE: INFORMATION ON THE OTHER TYPES OF GUN MANUFACTURED AT WESTWOOD WILL APPEAR HERE LATER.
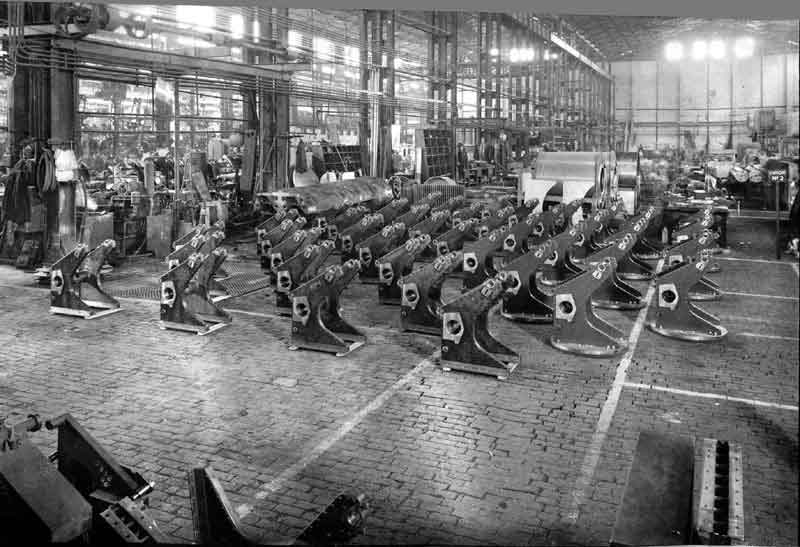
The Bofors 40 mm gun was perhaps the most famous gun that fired from British soil throughout WW2. Designed by the Swedish firm of Bofors, It was one of the most popular medium-weight anti-aircraft systems of the War, used by most of the western Allies.
The 1929 prototype showed that the major problem was feeding the weapon in order to maintain a reasonable rate of fire. A mechanism operating more like that used on medium artillery pieces proved to be the solution needed, improving firing rates to an acceptable level.
By June 1930 testing the prototype was complete and full-scale development began. By the end of 1931 it was operating at 130 rounds per minute. The development was needed to turn it into a weapon suitable for production, which was completed in October 1933. Most forces referred to it as the Bofors L/60, although the barrel was actually 56.1 inches in length, not the 60 inches the name implies.
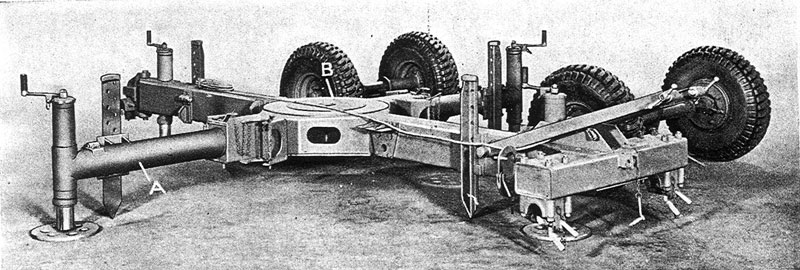
A suitable towable carriage was produced in 1935 that allowed the gun to be fired from the carriage with no setup required, but with limited accuracy. When time was available for setup, the tow-bar and muzzle lock were used as levers, lowering the gun onto supporting pads. Two additional legs folded out to the sides, and the platform leveled with hand cranks. This process could be completed in under a minute.
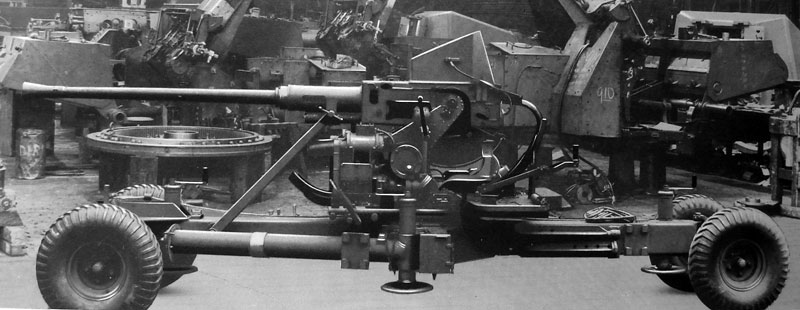
In January 1940, A.I. Baker and Josh Booth were asked to visit Coventry inspect a 40 mm Bofors Travelling Platform. The platform, of Swedish design and of riveted construction, was felt to be very complicated and capable of being considerably simplified. In conjunction with Ferranti's of Manchester, proposals were made at the meeting to simplify the design. The Armaments Design Department agreed and the Ferranti representative accompanied the Baker Perkins contingent back to Peterborough where four of the company's draughtsmen worked throughout the night and by midday the following day had produced sufficient drawings for a prototype platform to be made. This was completed in ten days, and it went for trial. the trials were completed , the design approved and plans made for its production in large quantities by several contractors. Such was the pressure for results, and the company's response, in time of war. Westwood made 2,541 Travelling Platforms.
 |
Baker Perkins-modified all-welded 40mm Bofors Travelling Platform in moving configuration. |
 |
Baker Perkins-modified all-welded 40mm Bofors Travelling Platform in firing configuration with wheels removed. |
By mid-summer 1940, Baker Perkins were making top carriages for the Bofors and in the autumn, a start was made on manufacturing the whole gun, except the barrel. Westwood received many repeat orders and for some time, were turning out a steady 40 per month, In total turning out 894 complete carriages.
Late in WW2, a much lighter two-wheeled carriage for airborne use was designed:
 |
 |
As the War progressed, the need to more quickly and accurately train the gun to match the increasing speed of enemy aircraft became a significant problem. A complex mechanical analogue computer, the Kerrison Director, was produced by the British. This aimed the gun electrically and backup sights - a simple ring-and-post sight known as a "pancake", - were fitted to individual guns. However, the Kerrison proved too difficult to set up in combat conditions. Its electrical generator also needed to be kept supplied with fuel and, in most engagements, only the pancake sights were used, without any form of correction, Thus, the British versions of the Bofors were less capable than those of other forces. In 1943, a workable solution was developed at an anti-aircraft gunnery school at Stiffkey on the Norfolk coast. This consisted of a simple trapeze-like arrangement that moved the pancake sights to offer lead correction, operated by a new crewmember standing behind the left-hand layer. Many of the new Stiffkey sights were made at Rose Brothers at Gainsborough, a packaging machinery company that was later to join the Baker Perkins Group.
Rose Brothers of Gainsborough - also manufactured mountings and loaders for this 40mm gun. It was capable of firing 360 rounds per minute and could hit an aircraft travelling at up to 600 mph.
As late as 1950, one whole bay of Westwood Works was devoted to Bofors guns ordered under the Government's defence policy. The last of the British Army's Bofors was "de-mobbed" at Kirton Lindsey Rapier Barracks in Lincolnshire in March 1979, after 40 years service throughout the world.
The final British version of the Bofors that saw service was the STAAG - or Stabilised Tachymetric Anti Aircraft Gun - an enormous twin-barrelled unit that was stabilised and carried its own tachymetric (i.e. predictive) fire control system capable of "locking on" to a target. It was grossly overweight and the vibration when firing created problems with the sensitive valve electronics and mechanical computers. The naval version of STAAG was assembled at Rose Brothers, Gainsborough, where part of the works was known as the "STAAG Shop" long after the end of WW2 (see also here).
STAAG was an ambitious weapon that was ahead of its time being too difficult to maintain in the harsh environment of a warship. It was later replaced by a single barrel version having the fire control equipment located remotely. and ultimately, with the Sea Cat missile – another development assembled at Rose Brothers, Gainsborough.
After the war Bofors sought to build on the success of the 40mm and developed a new and more powerful version, the L/70, which first emerged in 1947 and entered service in 1951. As well as a much higher muzzle velocity, this had modifications to the mechanism to increase the rate of fire; first to 240 rpm, then 300 rpm, and in the latest Trinity version to 330 rpm, thereby maintaining the effectiveness of the AA gun into the jet age.
A.I Baker recalled - "Early in 1943 we were asked if we would collaborate with the Armament Design Department and the Director of Naval Ordnance in getting out drawings for a heavily armoured turret which was known as the 17/25 Pdr Mounting. This was designed for mounting on a special landing craft and in effect was like a very large floating tank, its purpose being to blast out pillboxes in amphibious operations. This job was extremely urgent and we agreed to help. In August the drawings were finished and we were given an order to produce a number of mountings. We were to push two Pilot Models ahead and in December 1943 we produced our pilots. Certain small troubles were experienced with these but they were quickly overcome and we went into full production in April 1944".
Jim Deboo recalls one of the "certain small troubles" noted above. Apparently, the baseplate for this mounting required many hours of machining - with a labourer constantly in attendance to take away the swarf. When complete, because of the urgency, the Navy insisted that they would fit the mounting but forgot to fit a very important cam, with the result that, when traversing through 360 degrees, it shot its own bridge away!
Production ceased at the end of the war when a total of 78 had been completed.
In early 1943, Westwood was asked to consider another new carriage - for a 95mm light artillery piece designed to come apart for jungle warfare and transport by mule in the Far East. Westwood carried out a great deal of work in conjunction with the Design Department of the Ministry of Supply, getting out a Pilot Model that was completely designed at Peterborough from ideas furnished by the Design Department of the Ministry of Supply and a competitive trial was held between this carriage and one designed elsewhere.
A.I. Baker remembered - "Our carriage had an unfortunate accident to the gun itself (not the carriage) during proof and, while we felt it could be corrected quickly, the other carriage behaved very well and in view of the urgency it was decided to adopt it without further argument".
Baker Perkins received an order for the new carriage in June 1943 and the first one was finished in March 1944. In all, 300 finished carriages were delivered from Westwood.
 |
 |
 |
 |
The above photographs, assumed to have been taken at Westwood Works, are believed to show a Twin 6-pounder Intermediate AA Gun that it was decided to develop in January 1941.The specification called for a ceiling of 10,000ft at a firing rate of 100 rounds per minute. A pilot model was built in 1942 and various single-barrel versions were developed over the next two years - with varying success. The picture became rather confused in mid- 1944 with the decision to modify the Twin 6-pounder Coastal Defence Gun for an Anti-Aircraft role (see above), and, although it was decided in December 1944 to build 12 prototype single gun versions, complexity of loading mechanisms and questions about reliability led to the War Office confirming in March 1945 that the by then outdated specification could not keep up with the rapidly increasing speed of jet aircraft.
 It is thought that the pilot and prototype versions of this gun were built at Westwood Works but were not covered in the Company's record of its wartime production, perhaps because the development was still on the secret list at the end of the war. However, it is believed that a number of versions of this gun can be seen in the background of this photograph of the Bofors AA Gun from the last page of A.I. Baker's book - "Wartime at Baker Perkins". (With acknowledgements to Jeffrey Dorman).
It is thought that the pilot and prototype versions of this gun were built at Westwood Works but were not covered in the Company's record of its wartime production, perhaps because the development was still on the secret list at the end of the war. However, it is believed that a number of versions of this gun can be seen in the background of this photograph of the Bofors AA Gun from the last page of A.I. Baker's book - "Wartime at Baker Perkins". (With acknowledgements to Jeffrey Dorman).
Nitro-Incorporators - In 1937, with war with Germany considered to be inevitable, an order was received from Imperial Chemical Industries Ltd for a considerable number of Nitro-Incorporators for making cordite. A further order was received a little later from HM Office of Works and for some years thereafter Baker Perkins were continuously engaged in making these machines, reaching a rate of 8 machines per week and in all completing 676.
Baker Perkins had a lot of experience in producing large mixing machines for the food, rubber and chemical industries, and the Nitro-Incorporator was adapted from its Universal mixer range. Cordite consists of gunpowder mixed with nitro-glycerine. So dangerous was this mixing process that, when in operation, each machine was housed in its own bunker – the main motor drive to the machine was through a 30ft long shaft passing through a series of flame-proof doors to prevent a spark from the electric drive motor igniting the mixture!
Detonator Extractors - August 1938 saw an order for some little machines for pushing detonators out of the moulds in which they were made. A fairly continuous number of orders were placed over a number of years, resulting in a total of 389 being made.
Firing Mechanisms - P.K. Locks and Slide Boxes "Y" formed the firing mechanism for most of the heavier types of guns. In December 1938 a visit was made to another Company making these and a quotation was sent, resulting in an order for 640 sets. It was decided that these items would make a very suitable job for the Apprentice Bay if carefully jigged. This experiment was very successful and many repeat orders were received with the rate of production reaching 200 per month. In all, 6092 P.K. Locks and 6124 Slide Boxes "Y" were produced.
Breech Mechanisms - In September 1939, Westwood received an order for 3.7" Breech Mechanisms - a precision job that had been taken on by another company who had not made a success of it. A.I. Baker recalled - "They had started to machine the job and we were asked to take it over with the parts in all sorts of states. Nearly all of the material was started on and some of the breech blocks were nearly complete, others just started and a few not begun at all. As you can imagine, it was an extremely awkward job but we took it over and managed to turn out most of them as completed mechanisms".
A.I. Baker went on to say when describing the war work of Baker Perkins' Forgrove Associates - "We too made breech mechanisms but in this field we respectfully stand aside in the presence of our Forgrove associates who excelled in every contract they undertook. A proportion of their output came to us for incorporation with ours and thus guns leaving Westwood Works embodied all that was best in engineering skill of both Forgrove and Baker Perkins".
July 1940 brought orders for another precision job, the 25Pdr Breech mechanism. This work was ideally suited to the Cutter Shop and, in all, Westwood made 900 plus another 290 for the 95mm gun.
Rifle Grenade Projectors - By the middle of 1944 it was obvious that the war with Germany was nearing its end and the demand for Field Artillery and Anti-Aircraft weapons was decreasing rapidly. and Westwood began to get back to producing its own work. However, in October 1944 instructions were received to proceed with its last job - an order for 20,000 Rifle Grenade Projectors. The first ones were delivered in June of 1945 and the order was still in process of execution in early 1946, design troubles having delayed the job by many months.
Such a vast output of artillery required somewhere to test the guns as they came off the assembly line. A.I. Baker recalled - "We believe we were the first Contractors to create on their own premises a range for the proof firing of big guns, but by that time so revolutionary had been the changes in our lives that our capacity for astonishment was dimmed and neither the novelty nor the noise of it occasioned much comment". However, the odd hiccup did occur:
Each gun's recoil system was tested by firing blank paper rounds from behind the Pattern Shop, near to the rail crossing at Walton. John Burnham recalls seeing the "strange granite foundations behind the Pattern Store", where it is believed the guns were anchored for their tests. On one occasion, it is said, the wad of paper didn’t disintegrate as it was meant to and emerged in a lump, hurtling towards the adjacent railway. It apparently stuck together long enough to put the fear of God into the signalman in the Great Northern signal box but fortunately fell short and caused no damage.
 |
This is said to be the last shell case fired at Westwood Works - on 10th October 1945. |
One important duty of the Baker Perkins Fire Brigade was to attend these proof firings as they usually resulted in setting fire to the long grass behind the Pattern Shop. Presumably, such were the pressures created by the wartime working conditions described earlier in this chapter that occasional palls of smoke and the odd scream from a threatened signalman failed to divert attention from the job in hand.
Westwood Works' played no small part in equipping the British Army. In money terms, the company turned out £8,000,000 worth of equipment. A.I. Baker observed - "Much of this equipment was made from material supplied to us and in these cases there is no price for such material included in that total. It must also be remembered that, unlike some other contractors, we produced practically the whole of the gun carriages in our own factory and did not sub-contract a large amount of work. In cases where finished gears were supplied to us free of charge by the Ministry there is nothing included in the £8,000,000 either"
This level of output could not have been achieved with the pre-war number of employees. The total number of indoor and outdoor staff of 2.469 in 1939 rose to a peak of 3,222 in May 1943. Of these, the number employed in the foundry and factory increased from 1,635 in 1939 to 2,611 in May 1943, nearly all of the additional employees being women.
Augustus Muir reminds us - "They worked round the clock. One of the main fitting shop bays was added to the machine shop, almost doubling its capacity. During nearly six strenuous years, civilian work dropped to one-twentieth of the normal output and production was confined to bread baking machinery and the spare parts needed by clients to keep their plant in running order"
The last word on this must go to A.I. Baker who, in the preface to his book - "Wartime at Baker Perkins" - written in 1946 and reproduced above.
said - "....Intensification of thought and labour became the common portion and looking back upon the results of our efforts ...... we are not ashamed".
TO BE CONTINUED
The second order received in 1939 was for a complete Mobile Bakery. Discussions had taken place on this since late 1936 and the company had submitted designs to the war Office in the years before the War. Baker Perkins had significant experience in this field, the development of mobile bakeries being the catalyst that brought the "Baker" and the "Perkins" sides of the business together during WW1. (See History of Joseph Baker Sons & Perkins).
Nothing was done until war actually broke out at which time a complete unit was ordered. This was rushed through as quickly as possible and after trials, further orders were placed. Five complete Base Bakery Plants were sent to France early in the war but these hardly got into production before falling into the hands of the Germans. Many mobile bakeries were ordered for American troops and two complete bakery plants were made for the United States Army in England, who highly praised them.
According to The US Quartermaster Corps: Operations in the War against Germany, each bakery company was reorganized into two mobile bakery companies and equipped with British equipment after it arrived in England. By D-Day, 42 companies were available for assignment on the European continent. By the time hostilities ended in April 1945, 55 companies had been trained in Boughton Park, the Army's Quartermaster bakery training centre near Kettering.
The 3028th and 3029th Bakery Companies spearheaded bakery operations on the far shore. These companies landed at Utah Beach on July 1 and June 30, 1944, respectively. Together, they were producing 60,000 pounds of bread each day for the 1st U.S. Army. By July 20, 20 companies had landed. Thirty-eight companies were ashore and operating in the field one month before the Battle of the Bulge. On VE Day, 29 of the 55 mobile bakery companies on the continent were assigned to the field armies. The remainder were distributed throughout the rear area.
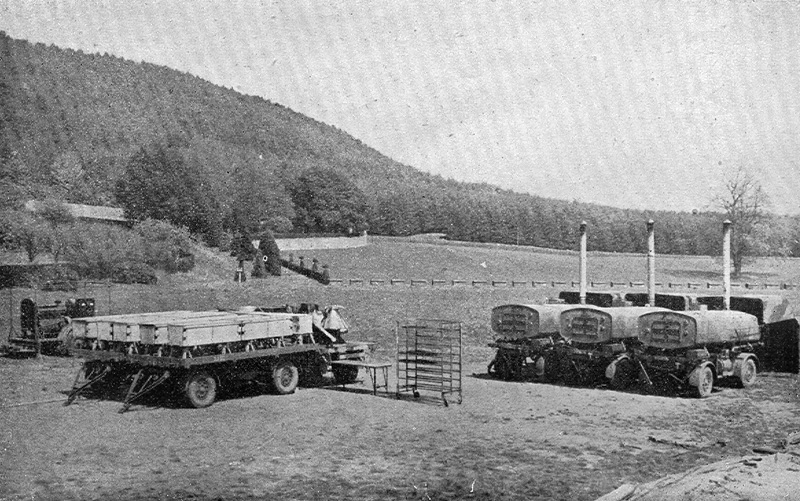
 |
 |
American soldiers using Westwood-built Mobile Filed Bakery Equipment in France during WW2 |
|
In total, Baker Perkins produced 649 mobile Ovens and 205 mobile Bread making machinery units.
A Royal Army Service Corps (RASC) mobile field bakery was a small machine bakery, trailer mounted, primarily intended to meet the needs for mobility when supporting troops in action. The advantages of having bread baked in small mobile bakeries close to the troops who consume it include - a considerable saving in personnel; breadmaking is dispersed over a wide area, thus lessening danger from air attack; small bakeries are more easily camouflaged; bread reaches the troops in good condition because of the shortened distance of transportation.
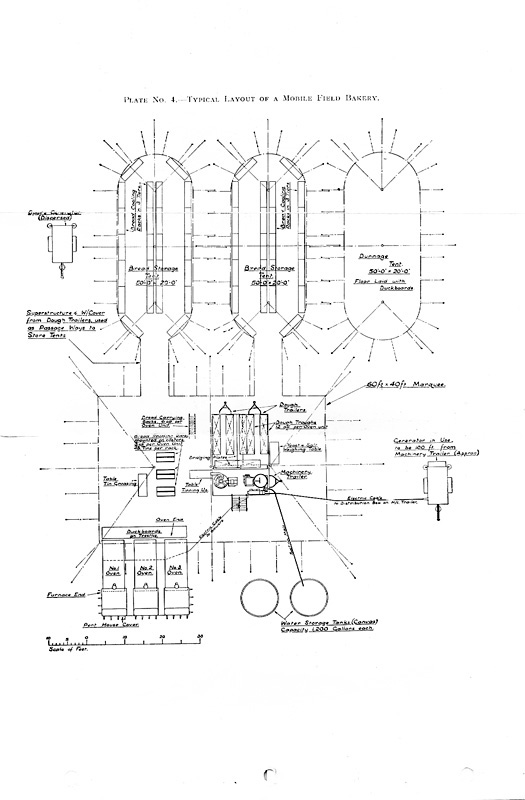 |
Typical layout of a mobile bakery under canvas. (with acknowledgements to Archives Services - Peterborough Central Library). |
Each Mobile Bakery could produce ten thousand five hundred two-pound loaves per eight hours, enough for a Division of sixteen thousand men.
The bakery could be accommodated under canvas or, preferably, in buildings such as empty warehouses, factories, garages, stables, etc. A building of approximately 2,400 square feet was needed for the ovens, machinery and trailers. In addition, space for bread and flour storage was required - approximately 2,000 cubic feet for each 10,000 pounds of bread and 55 cubic feet for each ton of flour stored.
Each mobile bakery unit carried a specially designed marquee to house the trailers, machinery and ovens. There was sufficient space within the marquee to store 10 tons of flour, leaving ample room for working, storage of tins, and dough processing. Three store tents are also included with sufficient portable racking to store the output of bread and 7 days flour and ingredients. The superstructures of the trailers could be used as a covered way from the baking marquee to the bread store tents, or as storage and office accommodation. The generator was fitted with its own superstructure and weatherproof covering.
A typical mobile bakery consisted of:-
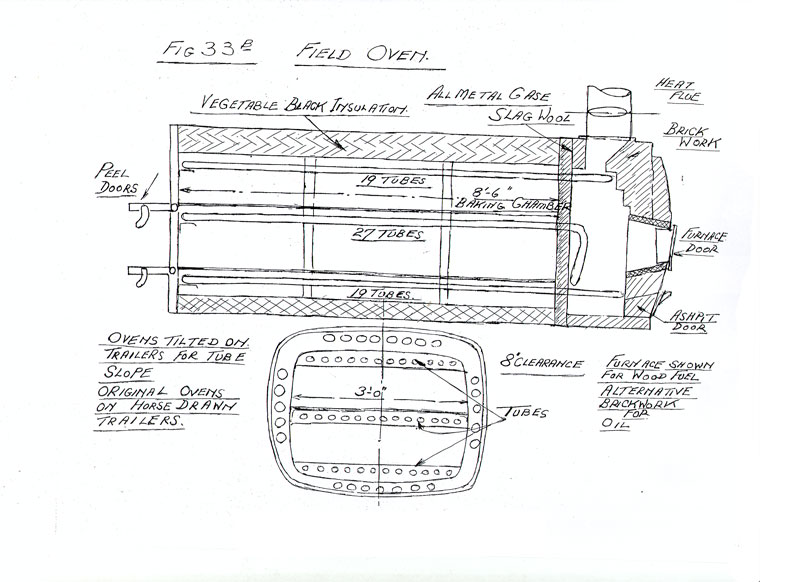 |
Diagrammatic cross-section of a Baker Perkins WW2 Army Mobile Field Oven, |
The Mobile Bread-making Plant Trailer (second photo from the left below), was complete with a Water Tempering/Measuring Tank with about nine kilowatts of heating, a Kneader with a rotating bowl and a Dough Divider followed by a Conical Moulder. The dough pieces were delivered by chute at the back of the trailer. The whole unit could be enclosed with a steel framed canvas cover.
The type of bread required on active service was described as -
"Apart from being palatable, the shape, crust and texture must be such as will resist the rough handling such bread receives during transport to the troops in action. Experience has shown that a 2-lb, 7” square loaf about 4” high with a reasonably heavy crust and not too open a texture, will withstand this rough handling. The most expedient way of producing this loaf is to bake them six in a pan measuring 20½” x 13½”. In manually producing this loaf, it is only necessary to divide, hand up into a ball, and set them on the trays for a final proof".
|
|
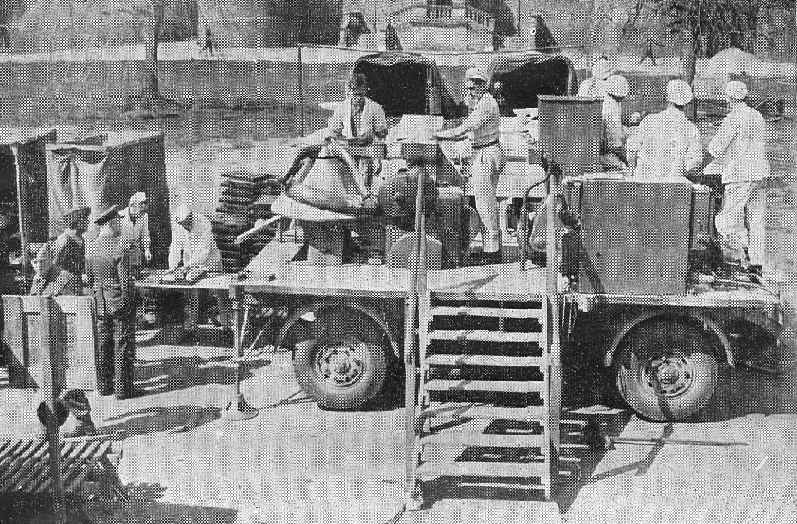 |
 |
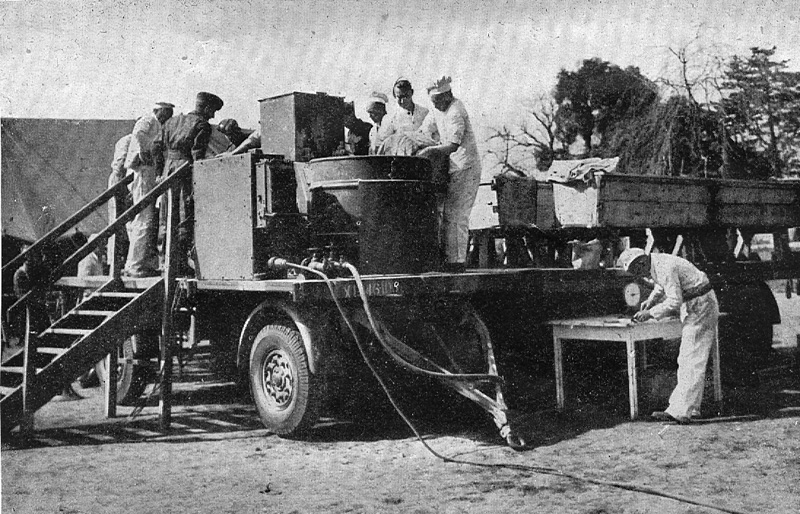 |
| Mobile Bakery Oven | Mobile Bread-making Plant | Mobile Bread-making Plant in operation | Setting up a Mobile Bakery | Mixing the Bread Dough |
As an interesting aside, Gordon Steels spent about six months of his apprenticeship wiring up Mobile Bakery Trailers under the direction of Colin (Bocky) Bird. He recalls:
"When finished, under the MoD rules of contract, each trailer would be inspected independently by a 'Government Inspector' who would sign the form of acceptance. Unfortunately, the inspector allocated knew nothing about electrical installations (I believe he was a pre-war insurance collector), and had to be told that if the needle on the instrument (a Meggar) pointed in a certain position during a continuity check, the electrical system was sound. He would then sign the document of approval without any idea whatsoever of what he had signed for.
Of course, we would check the installation before-hand ourselves to our own satisfaction and so ensure that the installation had been safely wired up".
(See also - "Coping with Change" - above).
NOTE: By no means all of the mobile bakeries operating in France prior to Dunkirk were similar to those described above. Many were equipped with ovens left over from WW1 - a photograph of some of these leaving Westwood Works can be seen in Westwood Works in WW1.
These ovens were not equipped with wheels and had to be manhandled on and off trains and lorries and the doughs had to be made up by hand. Each oven held 144 2lb loaves and there were forty-eight ovens in total, each making six batches per day or 41472 loaves - enough for about eighty thousand men. The ovens were set up in the open air, four to a sub-section - four sub-sections to a section and three sections to a bakery. Each sub-section had two marquees - one for the mixing troughs and one as a bread store. (With acknowledgements to "WW2 People's war - Norfolk Adult Education Service).
(NOTE: Some images of early "Polly Perkins" Mobile Field Bakery Ovens can be seen here)
The Mobile Bakeries shown above were used, not only to feed the Troops, but helped to feed the civilian population where commercial bakeries had been put out of action by enemy bombing. Operating in two shifts of eight hours each, the large units were capable of baking the daily bread ration for a full division of 16,000 men. It is of interest that the mobile bakery received the honour of a place in the Victory Parade in London at the end of the War.
In 1949, discussions took place with the MoD on the best method of preserving 13 mobile bakeries, following which Baker Perkins Mobile Bakeries were deployed from 1951 to 1992 to local depots by the Ministry of Agriculture for mass feeding in the event of nuclear war or other civil emergency. (Source - The British Museum).
(NOTE: For illustrations of similar mobile bakery equipment produced at Baker Perkins Inc. Saginaw during WW2 click here).
It was due to the success of the Standard Army Bakery Plant, (See History of Joseph Baker Sons & Perkins), that it was decided, at the beginning of World War II, to establish three large Static Machine Bakeries in France, to be used in conjunction with the well-known Mobile Bakeries. However, due to the rapid fall of France in 1940, they were never built and it was not until 1943, that they were commissioned in England. The machinery, supplied by Baker Perkins, had been allowed to rust at Sir Moore’s Barracks, Shorncliffe, near Folkestone, Kent, in the three and a half years between 1939 and 1943, before being installed and brought into use at three sites – at Newchapel, Surrey, Danesbury Park, Welwyn, Hertfordshire and at Leaton, near Shrewsbury, Shropshire.
The equipment comprised of, one flour plant, two 2 sack-sized ‘Viennara’ dough kneading machines, one sack cleaner, two reciprocating head single pocket dividers and conical hand-ups, one four piece pocket prover, one ‘Z’ Type conical moulder and five double-decker, oil-fired, drawplate ovens. The ovens had separate furnaces, fuelled by oil, which heated water, the steam being conveyed along sealed pipes to provide the heat. Having separate furnaces enabled each baking chamber to bake at different temperatures, if required. Each oven held ninety-six Quartern loaves per deck, eight loaves wide and twelve deep, the loaves taking about forty-five minutes to bake. The equipment was typically housed in a series of corrugated iron huts, three short huts on one side for storing flour and other ingredients and two very long huts on the other housing the ovens and make-up equipment and bread store. During the war, deliveries of flour and other ingredients were made under the cover of darkness, to prevent detection by enemy aircraft, with the Bakery buildings being large enough to accept the delivery lorries being reversed into the building to be off-loaded out of sight.
It is interesting to note that the Static Bakery at Welwyn was the first to employ ATS (Auxiliary Territorial Service) female bakers, later to be superseded by WRACs (Women’s Royal Army Corps), RASC personnel being used only for heavy work and to administer the unit. The numbers employed in each bakery varied from fifteen men and eighty-nine women in 1944 to forty-one men and seventy-two women in 1945.
(With acknowledgements to the Felbridge & District History Group)
At the peak of the American boom in 1929, Baker Perkins Co. Inc. bought the whole of the assets of the Century Machine Company of Cincinnati, a manufacturer of bakery equipment for the smaller wholesale baker. During WW2, Century developed a portable field bakery. Made at Saginaw, this consisted of a wheeled oven and bread make-up equipment, not too dissimilar to that made at Westwood and illustrated above.The company was given the Army/Navy Award for its success in manufacturing thousands of these for all of the theatres of war where American troops were serving. To see this equipment, click here.
For a fascinating insight into baking bread for the Army, both during and after the War, please see this page on the Felbridge & District History Group website.
This is believed to be a reasonably accurate record of the numbers of specific types of military equipment produced at Westwood Works during World War Two:
| Armament | No. Produced |
Nitro-glycerine Mixers for ICI Ltd. |
676 |
Detonator Extractors |
389 |
Cradles and Platforms for 4.5" Howitzer. |
110 |
P.K. Locks for Firing Mechanisms. |
6,092 |
Slide Boxes for Firing Mechanisms. |
6,124 |
Two-Pounder Anti-Tank Guns. |
1,850 |
6" Howitzers converted from Horse to Motor Traction |
337 |
40mm Bofors Top Carriages |
10,022 |
40mm Bofors Travelling Platforms |
2,541 |
40mm Bofors Complete Carriages with Barrels. |
894 |
3.7" Anti-Aircraft Gun Carriage Bodies. |
386 |
6 Pounder Anti-Tank Guns |
550 |
17/25 Pounder Heavy Armoured Mounting. |
8 |
25 Pounder Guns |
2,000 |
17 Pounder Guns |
3,000 |
25 Pounder Carriages |
1,997 |
Rifle Grenade Projectors |
20,000 |
Complete 95mm Carriages |
300 |
Rivetted 5.5" Gun Carriages |
60 |
Welded 5.5" Gun Carriages |
376 |
Field Bakery Ovens mounted on Trailers |
649 |
Bread Making Machinery Units on Trailers |
205 |
All content © the Website Authors unless stated otherwise.