
|
Help | | | News | | | Credits | | | Search | | | Guestbook | | | Forum | | | Shop | | | Contact Us | | | Welcome |
Westwood Works 1903-2003 |
|||||||||||||||||
During the 70s and early 80s, many large multi-national companies were accepting the fact they were in the business of making products, not engineering. Their policy of reducing in-house engineering departments benefited these companies by minimising overheads but it left them without the capacity to solve the problems inevitable in such industries or to carry out their own large development projects. Baker Perkins' reputation was as a highly regarded company whose main purpose was to sell its own range of food machinery but an organisation that was also eager to provide as comprehensive a service as possible to its customers. Of course, one of the over-riding needs associated with such major projects is that of confidentiality and Baker Perkins had built up a high level of trust with its customers from carrying out many new product tests and trials over very many years.
In 1983, Baker Perkins' project engineering capability took another step forward when the Biscuit division of Baker Perkins Ltd undertook a large project for a major American multi-national company that was seeking to broaden its product range. In this instance the technology was well known to Baker Perkins. The resources needed to carry through the project were greater than existed at Westwood Works and the level of security demanded took even Baker Perkins to new levels. From these beginnings the Special Projects division was created. This organisation had a profound effect on the way in which Baker Perkins sought new business and how it managed a complex and flexible work force. (See also History of Special Projects).
Long before the "Special Projects" division was set up, Baker Perkins' expertise in building complex machines was recognised by other world-class engineering companies who subcontracted batches of machines to be manufactured at Westwood Works.
Westwood had a specialised sub-contract department that acted as something of a safety valve for the company. Not every component was made at Westwood. On occasions the factory workload dictated that some work was farmed out to other manufacturers. This worked both ways in that, if orders fell off for any reason, work could be undertaken for other businesses.
In 1967, the Chemical machinery Division were given an order by Schuler Presses Ltd, Ascot to produce their M 150 series of coin minting presses. In 1968, Baker Perkins were completing the manufacture of 17 of these machines to work in a new Mint at Llantrisant, near Bridgend in South Wales to produce coins for the changeover to decimal currency which was completed in 1971.
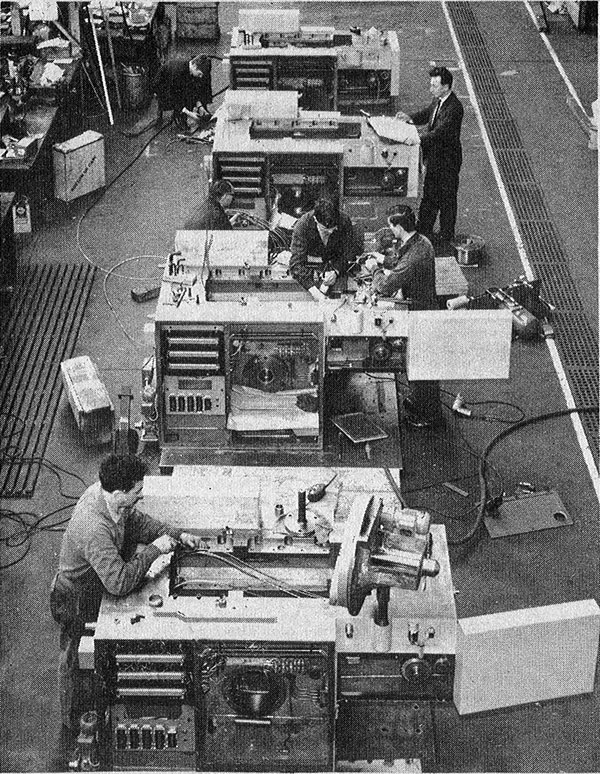 |
The coin presses being assembled in the Westwood Fitting Shop. |
The presses were capable of manufacturing coins of many sizes, with milled or plain edges, in cupro-nickel or bronze, at the rate of 300 coins per minute. Blanks of the correct size and weight were placed between two dies – one engraved with the ‘heads’ side of the coin, the other with the ‘tails’ side. The dies wear pushed against each other by reciprocating rams capable of exerting 150 tons pressure.
The presses were built to a very high standard of accuracy, the large pressure faces and sliding faces being accurate up to 0.0002 of an inch.
When discussing major sub-contracting jobs carried out at Westwood, the vast amount of expertise within the Westwood Foundry must not be forgotten. In early 1979, The Foundry produced the biggest casting it had ever made - at 9 tons, 50% bigger than the previous record.
Manufactured for GKN, both of the foundry's large furnaces were needed and because of the size of the operation a dry run rehearsal took place before the actual pouring of the metal to make sure that any problems were ironed out and that everyone knew exactly what to do. These photographs taken by Baker Perkins photographers Tony Laud and Adrian Croson tell the story:
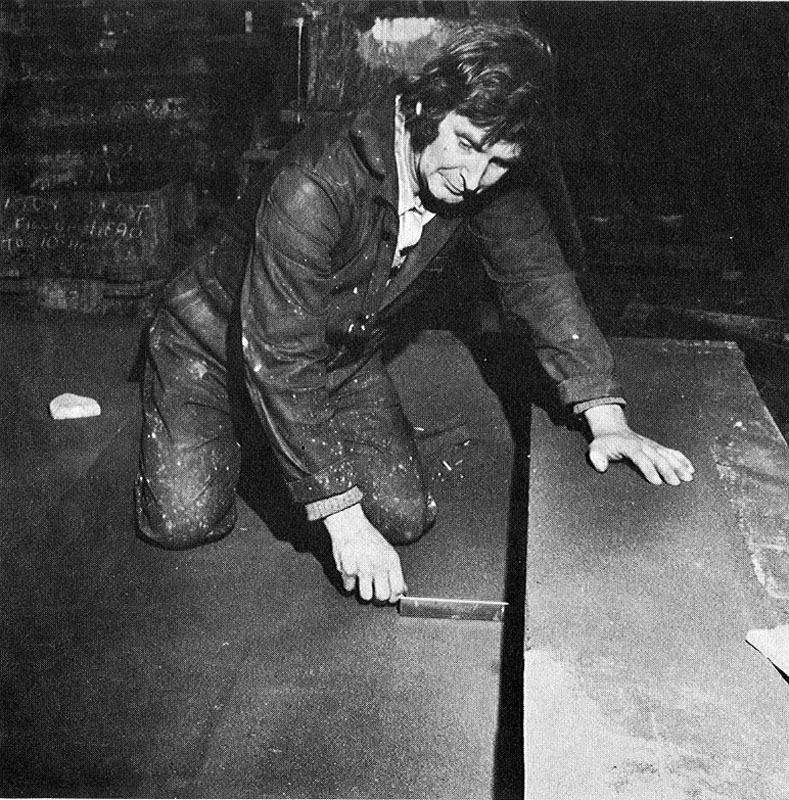 |
Tom Cooper cleans the surface of the mould with a trowel before applying mould dressing to the surface. |
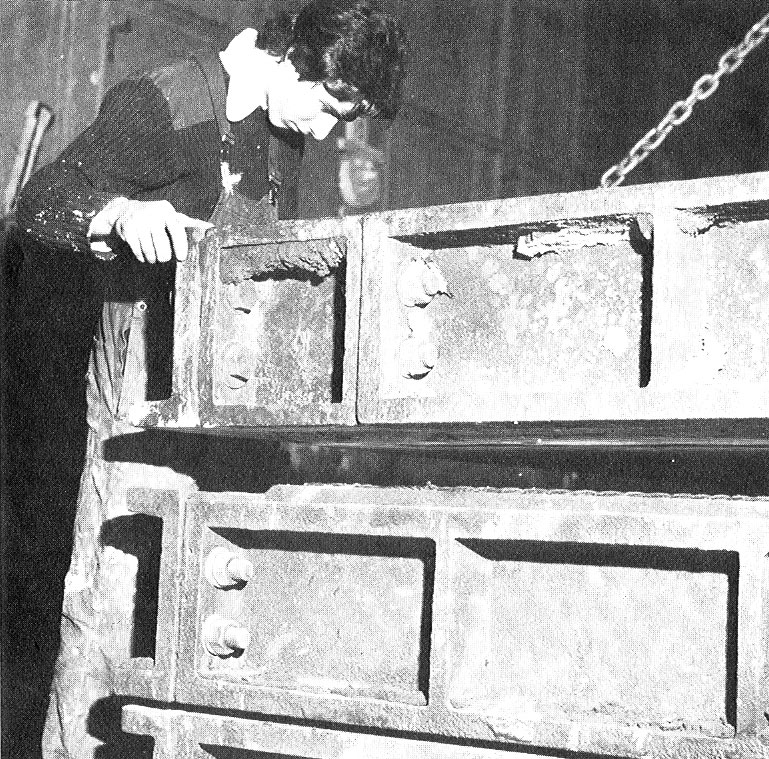 |
Martin Nicholls guides the top of the completed mould into position before clamping it to the bottom for the actual casting. |
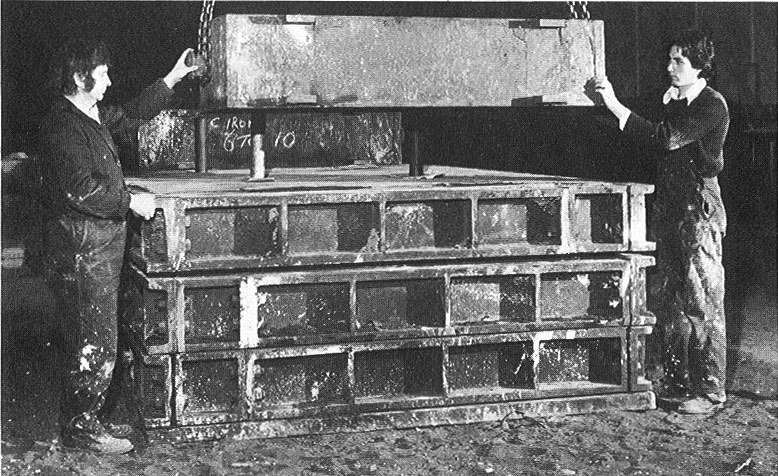 |
Tom and Martin lower the second runner bush box into position on this large job before actually building it up with sand ready for pouring the molten metal. |
 |
Pouring the giant mould using two ladles, one from each end of the 12 feet long mould. The men in the photograph are about to pull the plugs in each runner bush to allow the metal to enter the mould but also to keep out any slag. |
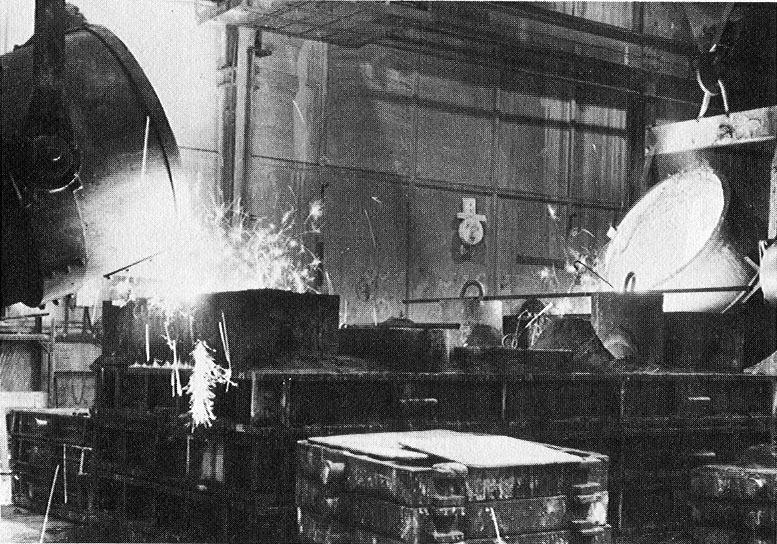 |
The mould being filled with molten metal after the plugs had been pulled out and the pouring is near completion |
 |
Fettler Matt Watson working on the finished casting removing excess metal from the centre with a chisel. The casting weighed 7 tons 11 cwt when fettled. |
 |
 |
 |
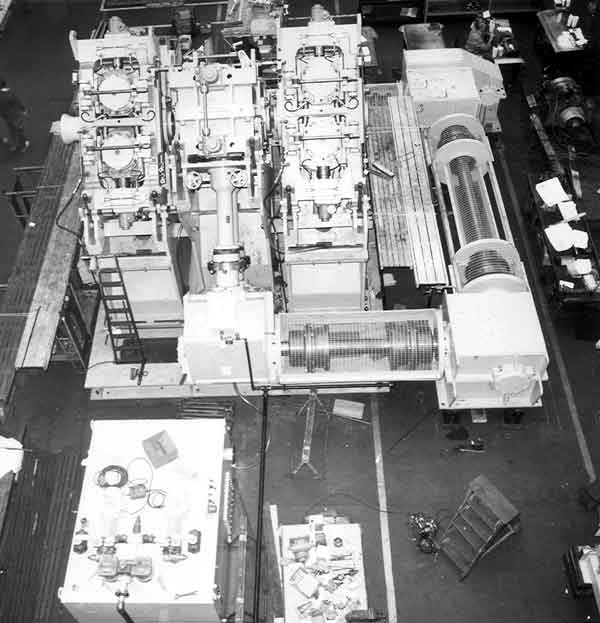
| Equipment made at Westwood for Davy and United and shipped to the British Steel Plant in Rotherham as part of the Sicartsa Rod-Mill project. It is thought that two, perhaps three, banks of machinery similar to these formed the complete processing line | ||
Baker Perkins had a good working relationship with Davy and United and with Head Wrightson, both of whom designed and manufactured steel plant for worldwide consumption. During periods of low activity in the 60's and 70’s, Westwood Works turned to both of these companies to seek sub-contract work.
Alan Eldred remembers
"There was good synergy between their products and Baker Perkins' own - theirs were generally of heavier construction - but the fantastic skills of the Baker Perkins craftsmen and engineers enabled any difficulties to be overcome.
Generally many of the critical parts, in particular gears and rolls would be supplied to us from specialist manufacturers specified by the main contractor. We would make the fabrications and many of the lighter duty shafts, housings and brackets and undertake assembly and testing (as far as practicable).
The estimating for these projects was carried out in the Planning and Ratefixing Department (renamed Production Engineering in the 70's). In particular, one man, Bill Fletcher, took the lead role in the planning of the manufacture. Bill developed a good working relationship with Davy's engineers to the point where they would ask for him to work on their projects.
Generally costing was very competitive and margins were tight. But there was always extra-work to be charged for. We made sure that every item that had to be charged was, and at a good margin! We generally profited from these projects financially; but more importantly, they enabled us to keep our workforce together for the time when our own product sales required their skills once more.
We made many different machines for the steel industry. Steel plant for Brazil, the Rotherham Rod-mill, a wire drawing machine for a French company. - Wean Damiron - that went to West Africa. We also made equipment for other industries, the coin presses have already been mentioned; but also equipment for printing bank notes for De La Rue, Ko-kneaders for sausage skin manufacture and also anode paste.
We made battery plate stacking machinery under license to the Singer corporation of USA for shipment to East Germany and Romania, where our engineers were followed wherever they went and one, Tommy Patterson, was detained because the machine would not function properly, the cause of the mal-function being the lack of graphite lubricant that had been confiscated by Romanian customs as he entered the country.
We also made printing machinery for James Halley and Timsons. The Halley machinery leading to the development of the Printing Machinery Division - (see also – “History of Baker Perkins in the Printing Business) - long gone and sadly lamented!
In early 1957, Westwood Works received an order form Constructors John Brown for equipment to produce Acrilan polyester fibre, one of the new 'easy-care' 'man-made' fabrics that revolutionised the clothing industry in the late Fifties.The plant was to be installed at Chemstrand , Coleraine, N. Ireland and had an initial capacity of 10 million pounds of Acrilan acrylic fibre per annum. Some of the equipment - Reactor units to blend the polymers, Feeder Packer/Mixer Extruders and Vertical Extruders to form the material into strands prior to spinning - were of well established Baker Perkins designs. The Spinning, Plaiting, Crimping Machines and Reelers that made up the rest of the production line were assembled in Westwood Works from drawings and parts supplied by others - Peter Brotherhood cut the gears and Newalls produced the spindles.
Similar equipment was assembled and delivered to Italy, West Germany, Holland, Spain, Romania, Holland and Israel over the next 17 years.
 | Colin Wootten remembers - "The contract I worked on as an apprentice (see photo) was, I believe, shipped to Italy . It would have been early 1959 The unit I was working on were cool-down rolls which were piped to receive refrigerated coolant which circulated through the rolls. The yarn passed over the rolls which were chrome plated. There were a number of these cooling units as well as the actual spinning section. As I recall they were shipped to Italy by rail. We had wagons come into the factory so that the units could be loaded and secured by the fitters. On one occasion there was a wagon breakdown in the March Marshalling yards and we had to go with mobile crane to transfer the units to another wagon". |
[NOTE: This was not the only involvement of the Baker Perkins Group in yarn spinning. In the immediate post-war years, Baker Perkins had produced equipment for other man-made fibres production. Equipment to produce Viscose Rayon is described here.
After war work ended at the 'dispersed' factory built and equipped by Alfred Rose in record time to meet an Air Ministry requirement at Saxilby, (and prior to the acquisition of Rose Brothers (Gainsborough) by Baker Perkins in 1961), the factory was used to produce a revolutionary new machine to spin worsted and synthetic yarns. Rose became sole suppliers of the 'Ambler Superdraft' units, selling over four hundred thousand units around the world over the next 16 years.
Very often, the first indication that the men on the shop floor had that they were to undertake activities outside their normal sphere of operation came with the delivery of sets of unusual castings, fabrications and special steel to the Steel Stores.
Tony Brightman recalls a number of other sub-contract projects, including:
 |
St. Jude's Church, Atherstone Avenue, Peterborough. |
Tony Brightman recalls that the arrival of the anchor blocks precipitated the following exchange:
DRIVER - "Got some black bar for you".
TB - "What size?".
DRIVER - "18".
TB - "Drop them here, I'll carry them in. It's not worth you backing in".
DRIVER - "Really? Are you related to Superman? They are 18" not 18mm and weigh 5 tons each!"
TB - "Whoops!".
All content © the Website Authors unless stated otherwise.